氩弧焊操作要领
发布时间: 2019-02-10作者:baile100浏览量:
氩弧焊操作要领
(1)打底层的焊接操作要领
1)采用左向焊法,将装配间隙大的一端放在左侧。
2)准备工作结束后,戴上面罩并打开黑镜片,稳定好焊枪角度,如图2-35。 
行焊接,送丝采用捻丝方式断续送丝法
4)焊接打底层时,采用较小的焊枪倾角和较小的焊接电流焊丝、焊枪与焊件的角度如图2-36,使电弧热量集中在焊丝上。
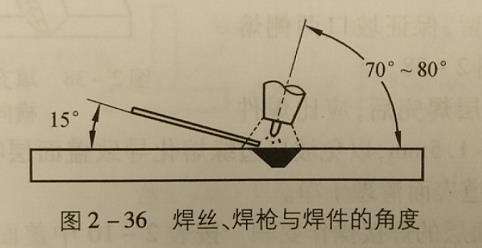
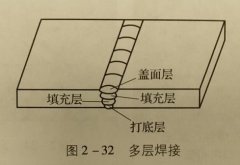
图2-36焊丝、焊枪与焊件的角度5)焊接时,焊丝送入要均匀,焊枪可不做横向摆动,采用直线形的方式向前焊接。为保证背面焊缝成形良好,可采用断续送丝法向熔池中送给焊丝
6)焊接过程中,要密切注意熔池的变化,随时调节焊接工艺参数。当熔池增大、焊缝变宽时,说明熔池温度过高;当熔池减小、焊缝变窄时,说明熔池温度过低。
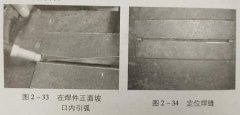
7)当更换焊丝或暂停焊接时,需要接头。接头时,应首先检查弧坑处有无缺陷。如果有缺陷,应将缺陷彻底清除后再进行焊接。接头方法是在弧坑右侧10~20mm处引弧,并慢慢向左移动等弧坑开始熔化并形成熔池和熔孔后,再填充焊丝进行焊接,如图 
8)收弧。当焊至焊件末端时,
应减小焊枪与焊件的夹角,加大焊点丝填充量以填满弧坑,同时为防止产生冷缩孔,收弧时必须将电弧引至坡口一侧后熄弧,如图2-37,并 延时送气3~5S,以防熔池金属在高图2-37正确的熄弧位置温下氧化。
(2)填充层的焊接操作要领按表2-10中填充层焊接工艺参数调节好设备,进行填充层的焊接。
1)焊接时,焊枪可利用手腕的灵活性做锯齿形或月牙形横向 锯齿形 摆动,摆动幅度应稍大,并在坡口月牙形两侧稍作停留,保证坡口两侧熔合良好,如图2-38。 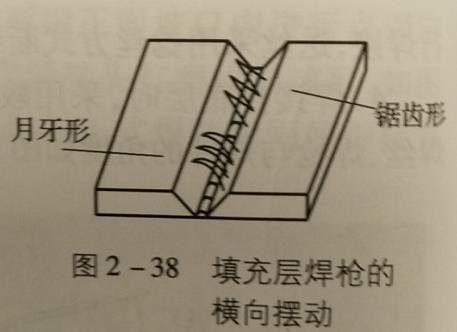 图2-38填充层焊枪的
图2-38填充层焊枪的
2)填充层焊完后,应比焊件 横向摆动
表面低1.0~1.5mm,以免坡口边缘熔化导致盖面层咬边或焊偏,焊完后将焊道表面清理干净。
(3)盖面层的焊接操作要领按表2-10中盖面层焊接工艺 数调节好设备,进行盖面层焊接。盖面层的焊接与填充层基本 相同,但要加大焊枪摆动幅度,保证熔池两侧超过坡口边缘0.51m,并稍作停留,以利于良好熔合,防止产生咬边,熄弧时必须填满弧坑。
(1)打底层的焊接操作要领
1)采用左向焊法,将装配间隙大的一端放在左侧。
2)准备工作结束后,戴上面罩并打开黑镜片,稳定好焊枪角度,如图2-35。
图2-35稳定焊枪角度
3)在焊件右端定位焊缝上引燃电弧,引燃电弧后在坡口处预热3-5s。当定位焊缝左端开始熔化,并出现熔孔后开始送丝进行焊接,送丝采用捻丝方式断续送丝法
4)焊接打底层时,采用较小的焊枪倾角和较小的焊接电流焊丝、焊枪与焊件的角度如图2-36,使电弧热量集中在焊丝上。
图2-36焊丝、焊枪与焊件的角度
6)焊接过程中,要密切注意熔池的变化,随时调节焊接工艺参数。当熔池增大、焊缝变宽时,说明熔池温度过高;当熔池减小、焊缝变窄时,说明熔池温度过低。
7)当更换焊丝或暂停焊接时,需要接头。接头时,应首先检查弧坑处有无缺陷。如果有缺陷,应将缺陷彻底清除后再进行焊接。接头方法是在弧坑右侧10~20mm处引弧,并慢慢向左移动等弧坑开始熔化并形成熔池和熔孔后,再填充焊丝进行焊接,如图
8)收弧。当焊至焊件末端时,
应减小焊枪与焊件的夹角,加大焊点丝填充量以填满弧坑,同时为防止产生冷缩孔,收弧时必须将电弧引至坡口一侧后熄弧,如图2-37,并 延时送气3~5S,以防熔池金属在高图2-37正确的熄弧位置温下氧化。
(2)填充层的焊接操作要领按表2-10中填充层焊接工艺参数调节好设备,进行填充层的焊接。
1)焊接时,焊枪可利用手腕的灵活性做锯齿形或月牙形横向 锯齿形 摆动,摆动幅度应稍大,并在坡口月牙形两侧稍作停留,保证坡口两侧熔合良好,如图2-38。
2)填充层焊完后,应比焊件 横向摆动
表面低1.0~1.5mm,以免坡口边缘熔化导致盖面层咬边或焊偏,焊完后将焊道表面清理干净。
(3)盖面层的焊接操作要领按表2-10中盖面层焊接工艺 数调节好设备,进行盖面层焊接。盖面层的焊接与填充层基本 相同,但要加大焊枪摆动幅度,保证熔池两侧超过坡口边缘0.51m,并稍作停留,以利于良好熔合,防止产生咬边,熄弧时必须填满弧坑。

热门课程

热门资讯
- 1572
- 1536
- 1535
- 1529
- 1528

- 氩弧焊打钨极什么原因,夹钨又是怎么回2021-09-19
- 初学氩弧焊点焊技巧-电流调节技巧-不锈2019-03-02
- 氩弧焊操作要领2019-02-10
- 氩弧焊焊件装配定位焊2019-02-10
- 氩弧焊焊接工艺参数2019-02-02
- 氩弧焊焊接特点2019-02-02
- 氩弧焊焊前准备2019-02-02
- 引弧及平敷焊容易出现的问题2019-01-29
- 薄板引弧及平敷焊的操作要领2019-01-29





