氩弧焊焊件装配定位焊
发布时间: 2019-02-10作者:baile100浏览量:
氩弧焊焊件装配定位焊
(1)焊件装配焊件装配见表2-11。
表2-11 焊件装
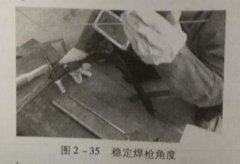
(2)定位焊引燃电弧,在焊件两端正面坡口内进行点固定 位焊,焊缝长度为10-15m,并将焊缝接头打磨成斜坡形,如图2-33、图2-34。定位焊时,必须采用与正式焊接相同的焊接方法和焊接材料。
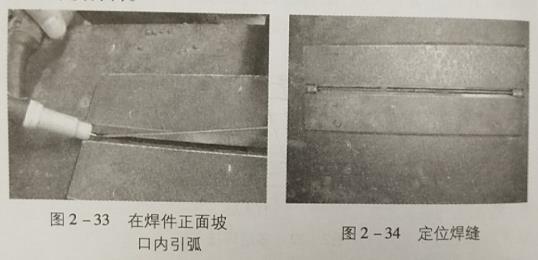
图2-33在焊件正面坡 图2-34定位焊缝 口内引弧
(1)焊件装配焊件装配见表2-11。
表2-11 焊件装
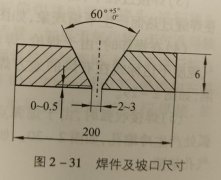
| 坡口角度(。) | 装配间隙 (mm) | 钝边 (mm) | 反变形 (。) | 错边量 | 定位焊长度 |
| 60 | 起焊端2 终焊端3 | 0~0.5 | 3 | ≤0.8 | 10~15 |
(2)定位焊引燃电弧,在焊件两端正面坡口内进行点固定 位焊,焊缝长度为10-15m,并将焊缝接头打磨成斜坡形,如图2-33、图2-34。定位焊时,必须采用与正式焊接相同的焊接方法和焊接材料。
图2-33在焊件正面坡 图2-34定位焊缝 口内引弧

热门课程

热门资讯
- 1572
- 1536
- 1535
- 1529
- 1528

- 氩弧焊打钨极什么原因,夹钨又是怎么回2021-09-19
- 初学氩弧焊点焊技巧-电流调节技巧-不锈2019-03-02
- 氩弧焊操作要领2019-02-10
- 氩弧焊焊件装配定位焊2019-02-10
- 氩弧焊焊接工艺参数2019-02-02
- 氩弧焊焊接特点2019-02-02
- 氩弧焊焊前准备2019-02-02
- 引弧及平敷焊容易出现的问题2019-01-29
- 薄板引弧及平敷焊的操作要领2019-01-29





