氩弧焊如何收弧引弧, 氩弧焊送丝手法,氩弧焊接头怎么接?
发布时间: 2019-01-27作者:baile100浏览量:
氩弧焊如何收弧引弧, 氩弧焊送丝手法,氩弧焊接头怎么接?
一、氩弧焊引弧和收弧
(1)引弧:
手工钨极氩弧焊有三种引弧方法:高频引弧、高压 脉冲引弧和接触引弧。为提高焊接质量和减少钨极的烧损,多采用高频引弧 高频引弧时,钨极与焊件保持一定距离,一般为2~3mm,利 用高频振荡器产生的高频高压电击穿气隙,引燃电弧。这种方法 引弧时,钨极与焊件不接触,所以钨极端部损耗小,引弧处焊接质量高,不易产生夹钨缺陷。 (2)收弧收弧时大多采用电流衰减法,以避免形成弧坑。 没有电流自动衰减装置时,则通过改变焊枪角度,拉长电弧,回焊 加快焊速等方法收弧。收弧后应延时3~5s左右,再停止送气。
4.氩弧焊送丝:
手工钨极氬弧焊应采用捻丝的方式实现向熔池中填加焊丝。 填加焊丝有连续送丝、断续(点加)送丝、紧贴坡口送丝三种方法。基本操作技术见表2-8。
表2-8 手工钨极氩弧焊的填丝技术
填充焊丝时,应注意不要把焊丝放在电弧的下面,以免造成钨 极与焊丝相碰,造成焊缝污染或夹钨,应在电弧正前方递进送丝,
如图2-12。
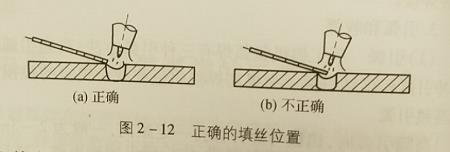
图2-12正确的填丝位置
三、氩弧焊接头
焊接接头质量是整个焊缝的关键环节,为了保证焊接质量,应 尽量减少接头数量。当发现焊缝有夹渣气孔等缺陷时,应将缺陷 清除后再焊接。焊接接头应呈斜坡形,熔池要贯穿接头根部,以保证接头处良好熔合。
一、氩弧焊引弧和收弧
(1)引弧:
手工钨极氩弧焊有三种引弧方法:高频引弧、高压 脉冲引弧和接触引弧。为提高焊接质量和减少钨极的烧损,多采用高频引弧 高频引弧时,钨极与焊件保持一定距离,一般为2~3mm,利 用高频振荡器产生的高频高压电击穿气隙,引燃电弧。这种方法 引弧时,钨极与焊件不接触,所以钨极端部损耗小,引弧处焊接质量高,不易产生夹钨缺陷。 (2)收弧收弧时大多采用电流衰减法,以避免形成弧坑。 没有电流自动衰减装置时,则通过改变焊枪角度,拉长电弧,回焊 加快焊速等方法收弧。收弧后应延时3~5s左右,再停止送气。
4.氩弧焊送丝:
手工钨极氬弧焊应采用捻丝的方式实现向熔池中填加焊丝。 填加焊丝有连续送丝、断续(点加)送丝、紧贴坡口送丝三种方法。基本操作技术见表2-8。
表2-8 手工钨极氩弧焊的填丝技术
| 填丝技术 | 操作要领 | 适用范围 |
| 连续送丝 | 焊丝端部紧靠熔池前沿,均匀地连续,送丝速度应与熔化速度相适应适 | 要求焊工操作技术高适用用于细焊丝 |
| 断续送丝 | 焊丝送入电弧区后,进行端部预热, 靠手臂和手腕的上下反复运动将焊丝端部熔滴送入熔池 | 操作简单、容易, 于全位置焊接 |
| 紧贴坡口送丝 | 焊丝紧點坡口间隙处保证电弧熔化焊件坡口钝边的同时也熔化焊丝 | 适用于小直径管子和 困难位置的焊接 |
填充焊丝时,应注意不要把焊丝放在电弧的下面,以免造成钨 极与焊丝相碰,造成焊缝污染或夹钨,应在电弧正前方递进送丝,
如图2-12。
图2-12正确的填丝位置
三、氩弧焊接头
焊接接头质量是整个焊缝的关键环节,为了保证焊接质量,应 尽量减少接头数量。当发现焊缝有夹渣气孔等缺陷时,应将缺陷 清除后再焊接。焊接接头应呈斜坡形,熔池要贯穿接头根部,以保证接头处良好熔合。

热门课程

热门资讯
- 1572
- 1536
- 1535
- 1529
- 1528

- 氩弧焊打钨极什么原因,夹钨又是怎么回2021-09-19
- 初学氩弧焊点焊技巧-电流调节技巧-不锈2019-03-02
- 氩弧焊操作要领2019-02-10
- 氩弧焊焊件装配定位焊2019-02-10
- 氩弧焊焊接工艺参数2019-02-02
- 氩弧焊焊接特点2019-02-02
- 氩弧焊焊前准备2019-02-02
- 引弧及平敷焊容易出现的问题2019-01-29
- 薄板引弧及平敷焊的操作要领2019-01-29





