焊前准备工作有哪些,低碳铜、不锈钢、铝及铝合金焊缝颜色鉴别方法
发布时间: 2019-01-25作者:baile100浏览量:
焊前准备工作有哪些,低碳铜、不锈钢、铝及铝合金焊缝颜色鉴别方法
焊前准备
1.接头及坡口形式
接头和坡口形式一般是根据被焊件料、板厚及工艺要求等确 定的。钨极氩弧焊所采用的接头形式有对接、搭接、角接、T形接头四种基本形式,如图2-8
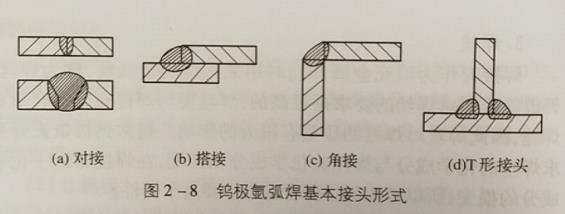
图2-8钨极氢弧焊基本接头形式
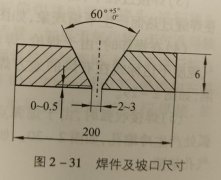
厚度小于或等于3mm的碳钢、低合金钢、不锈钢、铝及铝合金的对接接头,以及厚度小于或等于2.5mm的高镍合金,一般开1形坡口,如图2-9(a);厚度在6-12mm的上述材料可开V形坡口和Y形坡口,如图2-9(b)、(c)。V形坡口角度要求碳钢、低金钢和不锈钢的坡口角度为60°,高镍合金为80°,用交流电焊铝及铝合金时通常为90°。板厚大于12mm时,可采用双Y形坡口的双面焊接,如图2-9(d)。
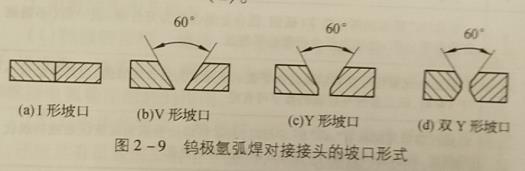
图2-9钨极氫弧焊对接接头的坡口形式
2.焊前清理
由于钨极氩弧焊采用惰性气体保护,而惰性气体既无氧化性 也无还原性,所以焊接时对油污、水分等比较敏感。这要求焊前必 须对焊丝、焊件坡口及坡口两侧20mm范围内的油污、水分等进行 清理。常用的焊前清理有化学清理、机械清理和化学一机械联合 清理。
(1)化学清理化学清理是利用化学反应的方法去除焊件或 焊丝表面的油污水分等杂质。不同的材料,所用的清洗剂和清洗 方法都不相同。例如,铝及其合金可用有机溶剂汽油、丙酮、三氯 乙烯等清理,镁合金应先将其放入20%-25%的硝酸水溶液中进行表面腐蚀1~2min,然后再放入70-90℃的热水中清洗后吹干。
(2)机械清理可用不锈钢丝刷清理焊缝区,对于钢焊件还可使用砂布轮打磨,对铝等软合金材料也可用刮刀清理氧化膜
(3)化学一机械清理清理时,先用化学清理法清理,焊前再 对焊接部位进行机械清理。这种联合清理的方法适用于质量要求较高的焊件。
3.气体保护效果的鉴别 鉴别气体保护效果的方法有试验法和颜色观察法。
(1)试验法在待焊金属材料的试验板上引燃电弧,并按选 定的焊接参数保持电弧燃烧5~10s后熄灭,然后检查熔化焊点有无明显光亮的圆圈,圆圈越大越清晰,保护效果越好。
(2)颜色观察法是根据试焊或正式焊接焊缝的颜色鉴别保护效果。其鉴别方法见表2-4、表2-5和表2-6。
表2-5 不锈钢焊缝颜色鉴别法
表2-6 铝及铝合金焊缝颜色鉴别法
焊前准备
1.接头及坡口形式
接头和坡口形式一般是根据被焊件料、板厚及工艺要求等确 定的。钨极氩弧焊所采用的接头形式有对接、搭接、角接、T形接头四种基本形式,如图2-8
图2-8钨极氢弧焊基本接头形式
厚度小于或等于3mm的碳钢、低合金钢、不锈钢、铝及铝合金的对接接头,以及厚度小于或等于2.5mm的高镍合金,一般开1形坡口,如图2-9(a);厚度在6-12mm的上述材料可开V形坡口和Y形坡口,如图2-9(b)、(c)。V形坡口角度要求碳钢、低金钢和不锈钢的坡口角度为60°,高镍合金为80°,用交流电焊铝及铝合金时通常为90°。板厚大于12mm时,可采用双Y形坡口的双面焊接,如图2-9(d)。
图2-9钨极氫弧焊对接接头的坡口形式
2.焊前清理
由于钨极氩弧焊采用惰性气体保护,而惰性气体既无氧化性 也无还原性,所以焊接时对油污、水分等比较敏感。这要求焊前必 须对焊丝、焊件坡口及坡口两侧20mm范围内的油污、水分等进行 清理。常用的焊前清理有化学清理、机械清理和化学一机械联合 清理。
(1)化学清理化学清理是利用化学反应的方法去除焊件或 焊丝表面的油污水分等杂质。不同的材料,所用的清洗剂和清洗 方法都不相同。例如,铝及其合金可用有机溶剂汽油、丙酮、三氯 乙烯等清理,镁合金应先将其放入20%-25%的硝酸水溶液中进行表面腐蚀1~2min,然后再放入70-90℃的热水中清洗后吹干。
(2)机械清理可用不锈钢丝刷清理焊缝区,对于钢焊件还可使用砂布轮打磨,对铝等软合金材料也可用刮刀清理氧化膜
(3)化学一机械清理清理时,先用化学清理法清理,焊前再 对焊接部位进行机械清理。这种联合清理的方法适用于质量要求较高的焊件。
3.气体保护效果的鉴别 鉴别气体保护效果的方法有试验法和颜色观察法。
(1)试验法在待焊金属材料的试验板上引燃电弧,并按选 定的焊接参数保持电弧燃烧5~10s后熄灭,然后检查熔化焊点有无明显光亮的圆圈,圆圈越大越清晰,保护效果越好。
(2)颜色观察法是根据试焊或正式焊接焊缝的颜色鉴别保护效果。其鉴别方法见表2-4、表2-5和表2-6。
表2-4 低碳钢焊缝颜色鉴别法
| 焊缝颜色 | 灰白有光亮 | 灰 | 灰黑 |
| 保护效果 | 好 | 较好 | 不好 |
表2-5 不锈钢焊缝颜色鉴别法
| 焊缝颜色 | 银白、金黄 | 蓝 | 红灰 | 灰 | 黑 |
| 保护效果 | 最好 | 良好 | 较差 | 不好 | 最坏 |
表2-6 铝及铝合金焊缝颜色鉴别法
| 焊缝颜色 | 银白有光亮 | 白色无光亮 | 灰白 | 灰黑 |
| 保护效果 | 最好 | 较好 | 不好 | 最坏 |

热门课程

热门资讯
- 1572
- 1536
- 1535
- 1529
- 1528

- 氩弧焊打钨极什么原因,夹钨又是怎么回2021-09-19
- 初学氩弧焊点焊技巧-电流调节技巧-不锈2019-03-02
- 氩弧焊操作要领2019-02-10
- 氩弧焊焊件装配定位焊2019-02-10
- 氩弧焊焊接工艺参数2019-02-02
- 氩弧焊焊接特点2019-02-02
- 氩弧焊焊前准备2019-02-02
- 引弧及平敷焊容易出现的问题2019-01-29
- 薄板引弧及平敷焊的操作要领2019-01-29





