氩弧焊焊枪有几种型号,氩弧焊枪配件有哪些,氩弧焊焊枪怎么选?
发布时间: 2019-01-25作者:baile100浏览量:
氩弧焊焊枪有几种型号,氩弧焊枪配件有哪些,氩弧焊焊枪怎么选?
一、焊枪
钨极氩弧焊焊枪的作用是夹持钨极、传导电流和输送保护气体,焊枪上面装有启动开关。焊枪根据使用电流的大小,可分为水 冷式焊枪(QS系列)和气冷式焊枪(QQ系列)。气冷式焊枪使用 方便,但仅限于小电流(150A)焊接,水冷式焊枪适宜大电流和自动焊接。
焊枪一般由枪体喷嘴、电极夹头电极帽、手柄和控制开关等 组成,典型的TG焊枪如图2-3,焊枪部件如图2-4。
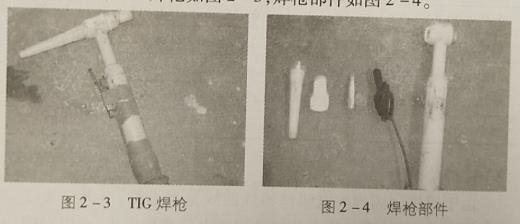
图2-3TG焊枪 图2-4焊枪部件
焊枪结构中,喷嘴为易损件,对于不同直径的电极,要选用不 同规格的电极夹头和喷嘴。电极夹头要有弹性,通常采用青铜材 料制成。喷嘴材料有陶瓷和金属两种,陶瓷喷嘴的使用电流一般
不能超过300A,而金属喷嘴材料采用不锈钢、黄铜等材料制造,使用电流可高达500A,但在使用时应避免喷嘴与焊件接触。
二、供气系统
钨极氩弧焊的供气系统是由氩气瓶、减压器、流量计和电磁气 阀等组成。减压器用以减压和调压;流量计用来调节和测量氩气 流量的大小,有时将减压器与流量计制成一体,成为组合体;电磁阀是控制气体通断的装置。
三、冷却系统
选用的最大焊接电流在150A以上时,必须通水冷却焊枪、电极和焊接电缆。冷却水接通并有一定压力后,才能启动焊接设备 通常在钨极氩弧焊设备中用水压开关或手动来控制水流量。普遍采用的冷却循环水箱如图2-5。

图2-5冷却循环水箱
四、控制系统
钨极氩弧焊的控制系统是通过控制线路对供电、供气、引弧与稳弧等各阶段的动作实现控制。
钨极氫弧焊因氫气的电离电位较高,给引弧造成一定困难,故 般都在焊接电源上加入引弧装置解决引弧问题
为了保证保护气体的供应,提高引弧的成功率,延长钨极的使 用时间,要求钨极氯弧焊焊机的控制系统能自动协调水、电、气各个系统的工作顺序。
焊接结束后,断开启动开关,电弧熄灭后,必须有一段延时电 磁气阀才会断电,停止输送氩气,到此焊接过程才全部结束。图 2-6为交流手工钨极氩弧焊控制程序。
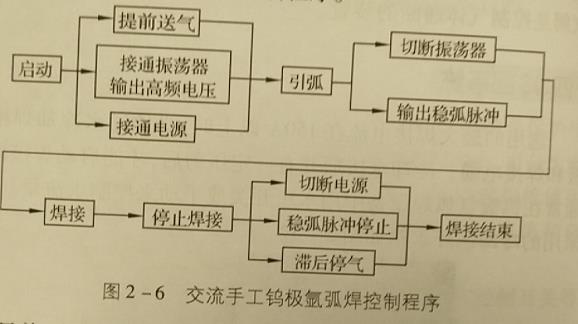
图2-6交流手工钨极氩弧焊控制程序 目前,常用的手工钨极氩弧焊型号有:WS-250型、WS-400 型等直流钨极氩弧焊机;WSJ-150型、WSJ-500型等交流钨极氩 弧焊机;WSE-150型、WSE-400型等交直流钨极氩弧焊机。 焊机要求具有垂直下降的外特性,焊接电流稳定,良好的电流 自动衰减功能,保证焊缝的成形更加美观。焊机采用晶闸管可控 整流电路,维护简便、噪声小效率高。焊机面板装有电源开关、电 流表、指示灯、控制电流熔断器、检气开关、氩弧焊、手工焊选择开 关、电流调节旋钮、焊炬开关插口、直流输出接头和氩气接头等。 焊机外形为卧式,前部装有高频振荡器,中部安装主变、品闸管元 件和直流电抗器,后部安装冷却风机,左边屏蔽盒内安装触发电路 板。焊机底前部后部各有两只活支轮,拉把手即可自由移动。焊 炬的主体用玻璃钢制成。焊炬手把上装有控制开关,具有重量轻操作方便等优点,并备有多种形式、大小不同的喷嘴和电极夹头。 WS系列手工直流钨极氩弧焊机主要用于不锈钢的焊接,可以采用无填充金属焊接。
一、焊枪
钨极氩弧焊焊枪的作用是夹持钨极、传导电流和输送保护气体,焊枪上面装有启动开关。焊枪根据使用电流的大小,可分为水 冷式焊枪(QS系列)和气冷式焊枪(QQ系列)。气冷式焊枪使用 方便,但仅限于小电流(150A)焊接,水冷式焊枪适宜大电流和自动焊接。
焊枪一般由枪体喷嘴、电极夹头电极帽、手柄和控制开关等 组成,典型的TG焊枪如图2-3,焊枪部件如图2-4。
图2-3TG焊枪 图2-4焊枪部件
焊枪结构中,喷嘴为易损件,对于不同直径的电极,要选用不 同规格的电极夹头和喷嘴。电极夹头要有弹性,通常采用青铜材 料制成。喷嘴材料有陶瓷和金属两种,陶瓷喷嘴的使用电流一般
不能超过300A,而金属喷嘴材料采用不锈钢、黄铜等材料制造,使用电流可高达500A,但在使用时应避免喷嘴与焊件接触。
二、供气系统
钨极氩弧焊的供气系统是由氩气瓶、减压器、流量计和电磁气 阀等组成。减压器用以减压和调压;流量计用来调节和测量氩气 流量的大小,有时将减压器与流量计制成一体,成为组合体;电磁阀是控制气体通断的装置。
三、冷却系统
选用的最大焊接电流在150A以上时,必须通水冷却焊枪、电极和焊接电缆。冷却水接通并有一定压力后,才能启动焊接设备 通常在钨极氩弧焊设备中用水压开关或手动来控制水流量。普遍采用的冷却循环水箱如图2-5。
图2-5冷却循环水箱
四、控制系统
钨极氩弧焊的控制系统是通过控制线路对供电、供气、引弧与稳弧等各阶段的动作实现控制。
钨极氫弧焊因氫气的电离电位较高,给引弧造成一定困难,故 般都在焊接电源上加入引弧装置解决引弧问题
为了保证保护气体的供应,提高引弧的成功率,延长钨极的使 用时间,要求钨极氯弧焊焊机的控制系统能自动协调水、电、气各个系统的工作顺序。
焊接结束后,断开启动开关,电弧熄灭后,必须有一段延时电 磁气阀才会断电,停止输送氩气,到此焊接过程才全部结束。图 2-6为交流手工钨极氩弧焊控制程序。
图2-6交流手工钨极氩弧焊控制程序 目前,常用的手工钨极氩弧焊型号有:WS-250型、WS-400 型等直流钨极氩弧焊机;WSJ-150型、WSJ-500型等交流钨极氩 弧焊机;WSE-150型、WSE-400型等交直流钨极氩弧焊机。 焊机要求具有垂直下降的外特性,焊接电流稳定,良好的电流 自动衰减功能,保证焊缝的成形更加美观。焊机采用晶闸管可控 整流电路,维护简便、噪声小效率高。焊机面板装有电源开关、电 流表、指示灯、控制电流熔断器、检气开关、氩弧焊、手工焊选择开 关、电流调节旋钮、焊炬开关插口、直流输出接头和氩气接头等。 焊机外形为卧式,前部装有高频振荡器,中部安装主变、品闸管元 件和直流电抗器,后部安装冷却风机,左边屏蔽盒内安装触发电路 板。焊机底前部后部各有两只活支轮,拉把手即可自由移动。焊 炬的主体用玻璃钢制成。焊炬手把上装有控制开关,具有重量轻操作方便等优点,并备有多种形式、大小不同的喷嘴和电极夹头。 WS系列手工直流钨极氩弧焊机主要用于不锈钢的焊接,可以采用无填充金属焊接。

热门课程

热门资讯
- 1572
- 1536
- 1535
- 1529
- 1528

- 氩弧焊打钨极什么原因,夹钨又是怎么回2021-09-19
- 初学氩弧焊点焊技巧-电流调节技巧-不锈2019-03-02
- 氩弧焊操作要领2019-02-10
- 氩弧焊焊件装配定位焊2019-02-10
- 氩弧焊焊接工艺参数2019-02-02
- 氩弧焊焊接特点2019-02-02
- 氩弧焊焊前准备2019-02-02
- 引弧及平敷焊容易出现的问题2019-01-29
- 薄板引弧及平敷焊的操作要领2019-01-29





