特种焊接技术问答
-

材料的扩散焊接性如何? 由于扩散焊的接头质量好且稳定,几乎适合各种材料的焊接,特别是适合于特种材料、特殊结构的焊接。虽然扩散焊的生产成本稍高一些,但在航空航天、电子和核...
查看详情关注:7832019-01-12
-
扩散焊接头的质量检验方法有哪些? 扩散焊接头的质量检验方法如下: 1)采用着色、荧粉或磁粉探伤来检验表面缺陷。 2)采用真空、压缩空气及煤油试验等来检查气密性. 3)采用超声波、...
查看详情关注:11012019-01-12
-
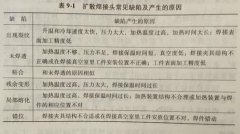
扩散焊接头的主要缺陷有哪些?产生的原因是什么? 扩散焊接头的主要缺陷有未焊透、裂纹、变形等。扩散焊接头常见缺陷及产生的原因见表9-1。...
查看详情关注:18922019-01-12
-
瞬态液相扩散焊的焊接参数有哪些? 瞬态液相扩散焊的焊接参数有压力、温度、保温时间和中间层合 金的厚度、真空度等。压力参数仅仅是以工件结合面能良好接触为目 的,因此可以不...
查看详情关注:12012019-01-12
-
什么是瞬态液相扩散焊(TLP)?采用什么中间层 合金? 瞬态液相扩散焊是用一种特殊成分、熔化温度较低的薄层作为连接合金,放置在焊接面之间,施加小的压力或不施加压力,并在真空条件下...
查看详情关注:47772019-01-12
-
扩散焊的主要焊接参数有哪些?它们如何影响扩散焊接头的质量? 扩散焊的主要工艺参数有加热温度、压力、保温时间、保护气氛、表面准备等。 1)加热温度。加热温度是扩散焊最重要的...
查看详情关注:54312019-01-12
-
扩散焊时如何选择中间层? 在工件之间增加中间层是异种材料扩散焊的有效手段之一,特别 是对于原子结构差别很大的材料。中间层的主要作用是:改善材料表 面的接触,降低对工件表面制...
查看详情关注:29172019-01-12
-
扩散焊时为什么要进行焊前清理?如何进行焊前清理? 对工件进行焊前清理有如下两个作用: 1)去除非金属表面膜(通常是氧化物)。 2)部分或全部去除在机械加工时形成的冷作硬化层 脱脂是...
查看详情关注:33002019-01-12
-
-
如何设计缝焊的接头形式? 缝焊的接头形式、搭边宽度与点焊类似(压平缝焊与垫箔对接缝 焊的接头例外)。滚盘不像点焊电极那样可以做成特殊形状,因此设 计缝焊结构时,必须注意滚盘...
查看详情关注:13342019-01-10
-
缝焊的一般技术有哪些? 经过清理的工件要在夹具内装配起来,或先用夹子夹住,然后进 行定位焊。定位焊点间的间距约为75~150mm。工件越厚、越硬, 这一距离就越大。工件的定位焊应该从...
查看详情关注:9872019-01-10
-
如何确定缝焊的焊接参数? 焊点间距通常在1.5~4.5mm范围内,并随着工件厚度的增大而 增大,为了得到致密的焊缝,相邻焊点彼此交叠不得小于其直径的一 半。当焊缝的密闭性要求不严时,焊...
查看详情关注:17212019-01-10
-
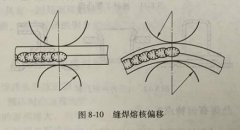
缝焊的基本参数有哪些? 缝焊实质上就是点焊的另一种形式,在缝焊时形成连续焊缝的各个焊点彼此部分地相互交叠。由于相邻焊点分布的很近,虽然紧邻焊接处的热金属电阻率较高,电流...
查看详情关注:17562019-01-10
-
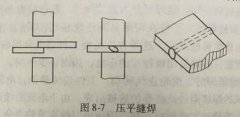
按接头形式不同缝焊分哪些类型? 按接头形式的不同,缝焊可分为搭接缝焊、压平缝焊、垫箔带零件对接缝焊、铜线电极缝焊、辅助夹具缝焊等。 1)搭接缝焊同点焊一样,搭接接头可用一对...
查看详情关注:19742019-01-10
-
按滚轮转动不同缝焊分哪些类型? 按滚轮转动不同,缝焊可分为连续缝焊、断续缝焊和步进缝焊。 1)连续缝焊时,工件在两滚盘间连续移动(即滚盘连续旋转), 焊接电流也连续通过工件。这...
查看详情关注:12732019-01-10
-
栏目列表
热门课程
预约免费试听
只要一个电话
我们免费为您回电





