钢与铝的焊接性及焊接工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
钢与铝的焊接性及焊接工艺要素是什么?
答:(1)焊接性钢与铝的焊接性很差,主要表现在以下几个方面:
1)钢的熔点(1500℃)比铝及其合金的熔点(510658℃)高得多,同时铝及其合金熔化后表面会形成一层熔点很高(2050℃)的氧化物(A12O3),直接妨碍与钢的熔合。
2)钢与铝及其合金的热物理性能不同,热膨胀系数铝比钢大2.04倍,热导率铝比钢大2.81倍,焊接时会引起较大的热应力。
3)当铝合金中铁的质量分数达到1.85%时,会形成又 硬又脆的金属间化合物,大大降低了铝合金的塑性,使焊缝 变脆。
(2)焊接方法采用熔焊的方法是无法使钢与铝及其 合金焊接在一起的。所以通常是采用摩擦焊和楔焊(冷压焊)将两者焊接起来。
1)摩擦焊它的特点是金属的加热只局限于很小的体 积内,因此冷却速度很快,可使铝及其合金在待焊处的熔化量 极少。在顶锻过程中,可将刚形成的很少一点金属间化合物从对接处被挤出来。所以摩擦焊可以将钢与铝及其合金很好地焊接在一起。 前义
2)楔焊(冷压焊)楔焊的原理是采用比较硬的钢,将焊件加工成尖锐的楔形,固定于共晶温度上、下,在压力的作用下,压入较软的铝焊件中,形成一个坚固的接头。
由于在焊接过程中主要靠加压,所以楔焊在本质上属于冷压焊的范畴。
钢与铝的楔焊可分为两种:第一种在共晶温度以上进行焊接,如在654~660℃温度范围内进行,但温度较难控制;第二种是在共晶温度以下进行焊接,当温度升至520~570℃时加压,使钢件尖锐楔形压入铝件中,此时铝件产生塑性变形, 并且使接头接触处铝的氧化膜破碎掉,从而形成具有一定强 度的接头,如1Cr18N9们不锈钢与防锈铝5A06(LF6)之间的焊接。
答:(1)焊接性钢与铝的焊接性很差,主要表现在以下几个方面:
1)钢的熔点(1500℃)比铝及其合金的熔点(510658℃)高得多,同时铝及其合金熔化后表面会形成一层熔点很高(2050℃)的氧化物(A12O3),直接妨碍与钢的熔合。
2)钢与铝及其合金的热物理性能不同,热膨胀系数铝比钢大2.04倍,热导率铝比钢大2.81倍,焊接时会引起较大的热应力。
3)当铝合金中铁的质量分数达到1.85%时,会形成又 硬又脆的金属间化合物,大大降低了铝合金的塑性,使焊缝 变脆。
(2)焊接方法采用熔焊的方法是无法使钢与铝及其 合金焊接在一起的。所以通常是采用摩擦焊和楔焊(冷压焊)将两者焊接起来。
1)摩擦焊它的特点是金属的加热只局限于很小的体 积内,因此冷却速度很快,可使铝及其合金在待焊处的熔化量 极少。在顶锻过程中,可将刚形成的很少一点金属间化合物从对接处被挤出来。所以摩擦焊可以将钢与铝及其合金很好地焊接在一起。 前义
2)楔焊(冷压焊)楔焊的原理是采用比较硬的钢,将焊件加工成尖锐的楔形,固定于共晶温度上、下,在压力的作用下,压入较软的铝焊件中,形成一个坚固的接头。
由于在焊接过程中主要靠加压,所以楔焊在本质上属于冷压焊的范畴。
钢与铝的楔焊可分为两种:第一种在共晶温度以上进行焊接,如在654~660℃温度范围内进行,但温度较难控制;第二种是在共晶温度以下进行焊接,当温度升至520~570℃时加压,使钢件尖锐楔形压入铝件中,此时铝件产生塑性变形, 并且使接头接触处铝的氧化膜破碎掉,从而形成具有一定强 度的接头,如1Cr18N9们不锈钢与防锈铝5A06(LF6)之间的焊接。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
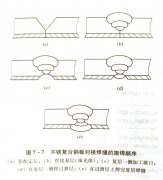
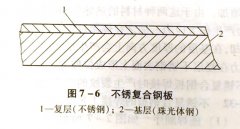
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





