珠光体钢与奥氏体钢的焊接性怎样?
发布时间: 2019-11-06作者:baile100浏览量:
珠光体钢与奥氏体钢的焊接性怎样?
答:由于两种钢在化学成分,金相组织及力学性能方面 差异很大,在焊接时必然会引起一系列的特殊困难,为保证焊接质量,必须考虑如下几点:
(1)焊缝金属的稀释通常可认为焊缝金属大体上是 搅拌均匀的,选择焊接材料时可以根据舍夫勒焊缝组织图按
熔合比计算,如图7-3所示。由于有珠光体母材的稀释作用,18-8型(A102)焊接材料不可能满足要求,它在图7-3的c点,属奥氏体+马氏体组织。使接头性能恶化。25-20型(A407)焊接材料又可能因属于单相奥氏体组织而容易产生热裂纹,如图7-3的e点。比较之下还是采用25-13型(A307)焊接材料比较合适,它的焊缝组织是奥氏体+铁素体。
上述焊缝的熔合比,一般常为母材金属的30%~40%。
(2)过渡层的形成在熔池边缘部位,由于搅拌作用不足,母材的稀释作用比焊缝中心突出,铬、镍含量会远低于焊缝中的平均值,这样在两母材的熔合区边缘就形成了过。 在异种钢的焊接中,出现过渡层是不可避免的,但可通过一定 的工艺措施,如提高焊缝中奥氏体形成元素镍含量和控制高 温停留时间等使过渡层宽度减小。 选用奥氏体化能力很强的焊接材料,尤其是镍基合金,可 减小过渡层的影响。提高镍含量还可防止熔合区内的碳迁移。 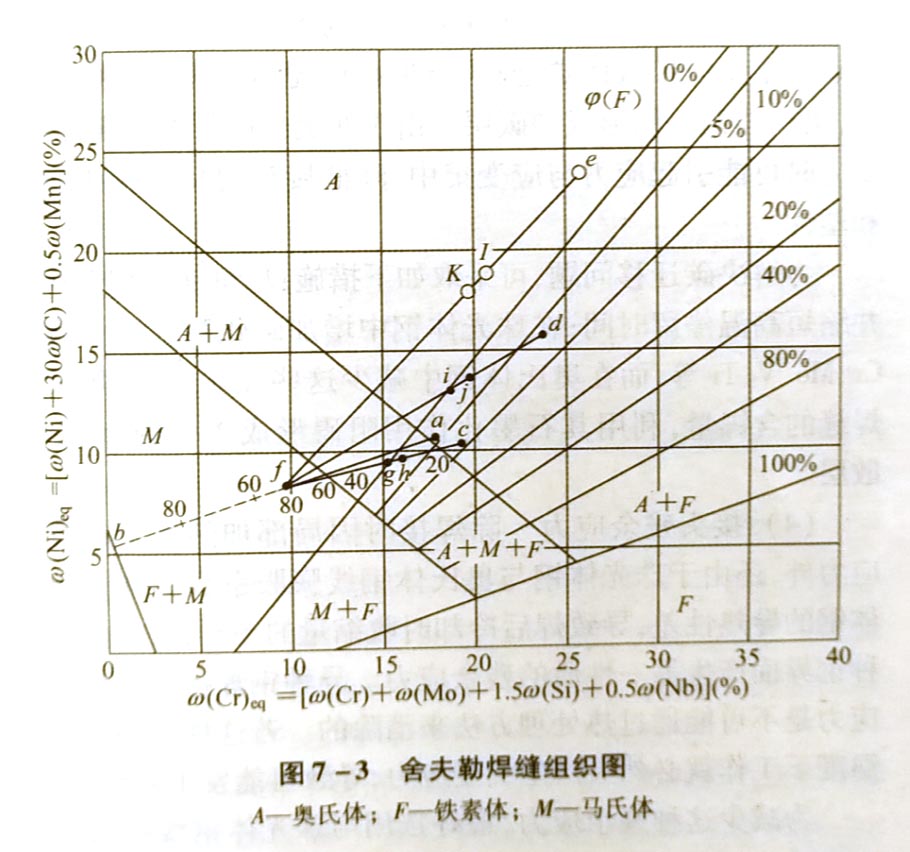
采用含镍量不同的焊接材料是目前改善异种钢熔合区质 量的主要措施,为多种异种钢接头具有奥氏体型焊缝。 (3)碳迁移形成的扩散层该异种钢接头在焊接热处 理或在长期使用过程中,在珠光体钢与奥氏体钢熔合线界面 附近产生反应扩散使碳迁移,结果在珠光体钢一侧形成脱碳 层,奥氏体钢一侧形成增碳层。由于两侧性能相差悬殊,接头 受力时可能引起应力与应变集中,降低接头的高温持久强度 和塑性。
为解决碳迁移问题,可采取如下措施:尽量加快加热速度 并缩短高温停留时间;在珠光体钢中增加碳化物形成元素如 Cr、Mo、V、Ti等,而在奥氏体钢中减少这些元素;提高奥氏体焊缝的含镍量,利用其石墨化作用阻碍形成碳化物,缩小扩散层。
(4)接头残余应力除焊接时因局部加热而引起焊接应力外,还由于珠光体钢与奥氏体钢线膨胀系数不同及奥氏 体钢的导热性差,导致焊后冷却时收缩量的差异,必然使两异种钢界面产生另一性质的残余应力。异种钢焊接的这种残余 应力是不可能通过热处理方法来消除的。若这种接头在交变温度下工作就必然会产生交变应力,导致可能发生疲劳破坏。 为减少这种残余应力,最好选用与珠光体钢线膨胀系数。
相近且塑性好的焊接材料,使残余应力集中于焊缝与奥氏体 钢一侧,因为奥氏体钢的塑性变形能力强,能够承受较大的应 变,如选用Crl5Ni70型镍基材料作为填充材料。
答:由于两种钢在化学成分,金相组织及力学性能方面 差异很大,在焊接时必然会引起一系列的特殊困难,为保证焊接质量,必须考虑如下几点:
(1)焊缝金属的稀释通常可认为焊缝金属大体上是 搅拌均匀的,选择焊接材料时可以根据舍夫勒焊缝组织图按
熔合比计算,如图7-3所示。由于有珠光体母材的稀释作用,18-8型(A102)焊接材料不可能满足要求,它在图7-3的c点,属奥氏体+马氏体组织。使接头性能恶化。25-20型(A407)焊接材料又可能因属于单相奥氏体组织而容易产生热裂纹,如图7-3的e点。比较之下还是采用25-13型(A307)焊接材料比较合适,它的焊缝组织是奥氏体+铁素体。
上述焊缝的熔合比,一般常为母材金属的30%~40%。
(2)过渡层的形成在熔池边缘部位,由于搅拌作用不足,母材的稀释作用比焊缝中心突出,铬、镍含量会远低于焊缝中的平均值,这样在两母材的熔合区边缘就形成了过。 在异种钢的焊接中,出现过渡层是不可避免的,但可通过一定 的工艺措施,如提高焊缝中奥氏体形成元素镍含量和控制高 温停留时间等使过渡层宽度减小。 选用奥氏体化能力很强的焊接材料,尤其是镍基合金,可 减小过渡层的影响。提高镍含量还可防止熔合区内的碳迁移。
采用含镍量不同的焊接材料是目前改善异种钢熔合区质 量的主要措施,为多种异种钢接头具有奥氏体型焊缝。 (3)碳迁移形成的扩散层该异种钢接头在焊接热处 理或在长期使用过程中,在珠光体钢与奥氏体钢熔合线界面 附近产生反应扩散使碳迁移,结果在珠光体钢一侧形成脱碳 层,奥氏体钢一侧形成增碳层。由于两侧性能相差悬殊,接头 受力时可能引起应力与应变集中,降低接头的高温持久强度 和塑性。
为解决碳迁移问题,可采取如下措施:尽量加快加热速度 并缩短高温停留时间;在珠光体钢中增加碳化物形成元素如 Cr、Mo、V、Ti等,而在奥氏体钢中减少这些元素;提高奥氏体焊缝的含镍量,利用其石墨化作用阻碍形成碳化物,缩小扩散层。
(4)接头残余应力除焊接时因局部加热而引起焊接应力外,还由于珠光体钢与奥氏体钢线膨胀系数不同及奥氏 体钢的导热性差,导致焊后冷却时收缩量的差异,必然使两异种钢界面产生另一性质的残余应力。异种钢焊接的这种残余 应力是不可能通过热处理方法来消除的。若这种接头在交变温度下工作就必然会产生交变应力,导致可能发生疲劳破坏。 为减少这种残余应力,最好选用与珠光体钢线膨胀系数。
相近且塑性好的焊接材料,使残余应力集中于焊缝与奥氏体 钢一侧,因为奥氏体钢的塑性变形能力强,能够承受较大的应 变,如选用Crl5Ni70型镍基材料作为填充材料。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
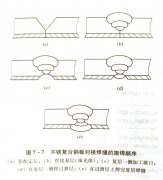
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





