带极堆焊工艺如何?
发布时间: 2019-11-03作者:baile100浏览量:
带极堆焊工艺如何?
答:
(1)焊接材料堆焊用带极的厚度一般为0.41.0mm,宽度为25-100m,少数可用到150m以上。带极材料由堆焊层的化学成分和技术要求而定,而且要和焊剂合理组配。带极埋弧堆焊主要采用烧结焊剂(S系列),因为烧结焊剂可以很容易地加入堆焊层所需的合金元素,焊时再通 。
(2)堆焊工艺参数表3-13提供不锈钢带极埋弧堆 过焊剂过渡到堆焊层中去。 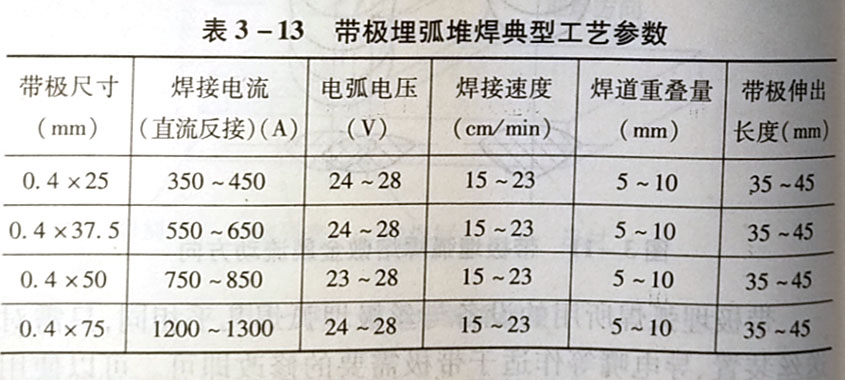
焊典型的工艺参数。焊接电流由带极的宽度决定。电流过 高熔深增加;过低则发生未熔合、未焊透等缺陷。焊接速度 随堆焊厚度而变化。大厚度,在重叠部位易产生未焊透;小厚 度则易产生咬边。每层厚度可控制在3~55mm范围内,以 3.5-4.5mm最为适宜。带极堆焊焊道宽度大,由于磁偏吹 会产生焊道偏移,因此可采用多位置接焊接地线办法解决。 发生咬边现象主要是熔池涡流电所产生磁场力作用的结果,可采取磁控法解决。
答:
(1)焊接材料堆焊用带极的厚度一般为0.41.0mm,宽度为25-100m,少数可用到150m以上。带极材料由堆焊层的化学成分和技术要求而定,而且要和焊剂合理组配。带极埋弧堆焊主要采用烧结焊剂(S系列),因为烧结焊剂可以很容易地加入堆焊层所需的合金元素,焊时再通 。
(2)堆焊工艺参数表3-13提供不锈钢带极埋弧堆 过焊剂过渡到堆焊层中去。
焊典型的工艺参数。焊接电流由带极的宽度决定。电流过 高熔深增加;过低则发生未熔合、未焊透等缺陷。焊接速度 随堆焊厚度而变化。大厚度,在重叠部位易产生未焊透;小厚 度则易产生咬边。每层厚度可控制在3~55mm范围内,以 3.5-4.5mm最为适宜。带极堆焊焊道宽度大,由于磁偏吹 会产生焊道偏移,因此可采用多位置接焊接地线办法解决。 发生咬边现象主要是熔池涡流电所产生磁场力作用的结果,可采取磁控法解决。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





