什么是带极理弧焊?它有什么特点?
发布时间: 2019-11-03作者:baile100浏览量:
什么是带极理弧焊?它有什么特点?
答:带极理弧焊是利用金属带作电的一种圳接的 方法,其主要目的是提高焊缝金属的熔敷率和改善焊缝成形 综敷速度高达60-70k,熔化系数可达60(A,h),比 丝极理弧焊高2-3倍。宽的金属带用于表面堆焊,如图 3-10所示;窄的金属带多用于接缝的焊接。
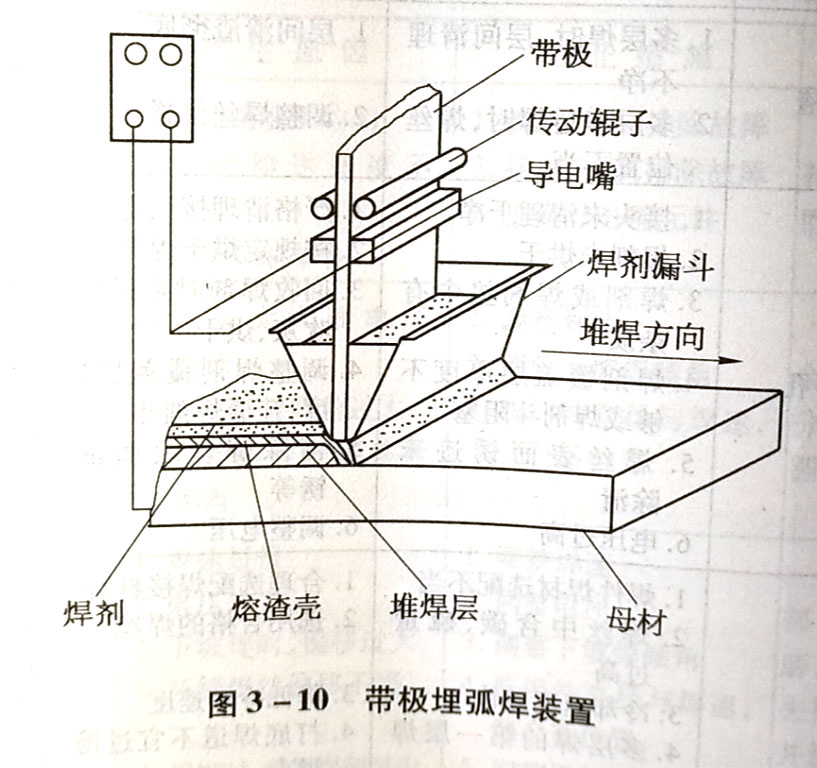 图3-10带极埋弧爆装置
图3-10带极埋弧爆装置
带极埋弧焊与丝极埋弧焊相比,可使用更大的焊接电流。用丝极焊时,电流加大则熔深增加而焊宽变窄,即焊缝形状系数减小,容易产生裂纹。用带极焊时,电弧在电极端面上快速往返运动,使热量分散,焊缝形状系数得以提高,焊缝抗裂纹能力增强。
带极埋弧焊熔深浅、稀释率低、熔敷率高、熔敷面积大焊 缝边缘平整、熔合线整齐、焊剂消耗量小,尤其适用于表面堆焊
带极埋弧焊时,熔敷的金属与电极宽度方向成直角流动,如图3-11所示。将电极偏转一个角度,就可使焊道移位,用此法可控制焊道的形状和熔深。在坡口中多层焊时,交替地和对称地改变电极偏转角6,有可能获得均匀分布的焊缝。 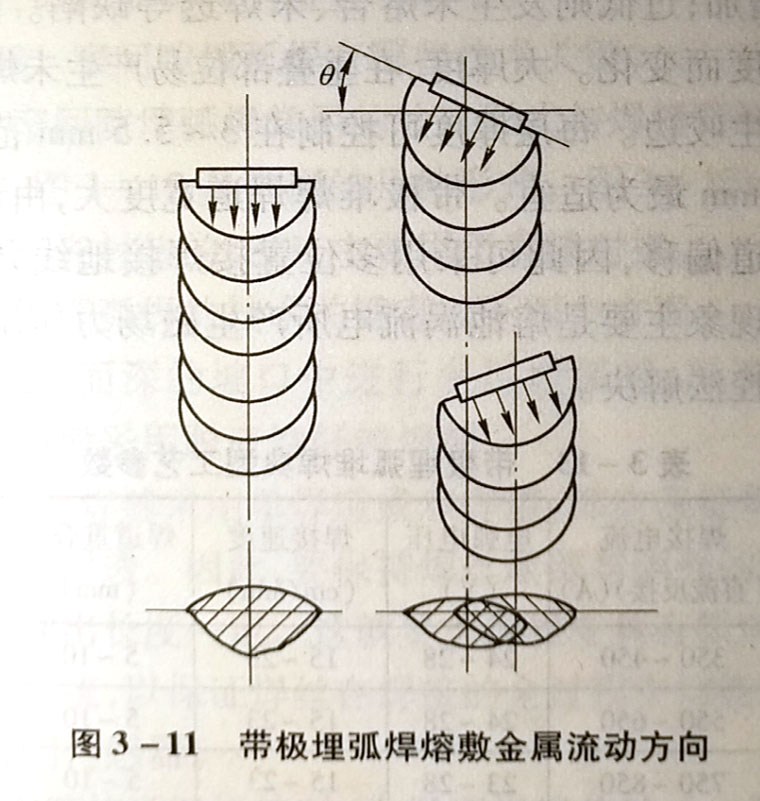
答:带极理弧焊是利用金属带作电的一种圳接的 方法,其主要目的是提高焊缝金属的熔敷率和改善焊缝成形 综敷速度高达60-70k,熔化系数可达60(A,h),比 丝极理弧焊高2-3倍。宽的金属带用于表面堆焊,如图 3-10所示;窄的金属带多用于接缝的焊接。
带极埋弧焊与丝极埋弧焊相比,可使用更大的焊接电流。用丝极焊时,电流加大则熔深增加而焊宽变窄,即焊缝形状系数减小,容易产生裂纹。用带极焊时,电弧在电极端面上快速往返运动,使热量分散,焊缝形状系数得以提高,焊缝抗裂纹能力增强。
带极埋弧焊熔深浅、稀释率低、熔敷率高、熔敷面积大焊 缝边缘平整、熔合线整齐、焊剂消耗量小,尤其适用于表面堆焊
带极埋弧焊时,熔敷的金属与电极宽度方向成直角流动,如图3-11所示。将电极偏转一个角度,就可使焊道移位,用此法可控制焊道的形状和熔深。在坡口中多层焊时,交替地和对称地改变电极偏转角6,有可能获得均匀分布的焊缝。
图3-11带极埋弧焊熔敷金属流动方向
带极埋弧焊所用的设备与丝极埋弧焊几乎相同,只需对送丝装置、导电嘴等作适于带极需要的修改即可。可以使用直流或交流焊接电源:用直流电焊接时多用直流平特性电源,利用反接法可减少夹渣和咬边等缺陷,但有磁偏吹问题;使用交流电时,电弧不太稳定,但磁偏吹小。
热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





