H型钢厚板对接埋弧焊焊接工艺及焊接检验的内容是什么?
发布时间: 2019-11-03作者:baile100浏览量:
H型钢厚板对接埋弧焊焊接工艺及焊接检验的内容是什么?
(1)焊接工艺
答①D板材:0345(10Mm),B=40m
②焊接材料:焊丝为10%MmA,中4m,焊剂为1430。 ③)坡口形状如图3-8所 示。坡口加工采用创边机或用 氧一乙炔火焰切潮,割后将坡 口处0.5mm的热影响硬化层 磨去。坡口及侧面(25+30 mn)应作超声波检查,确认钢 板是否有分层或夹杂,否则按
返修或报废处理。坡口及附近 30m范围表面上应无水分、油 图3-8H型钢厚板对接
埋弧焊的坡口尺寸 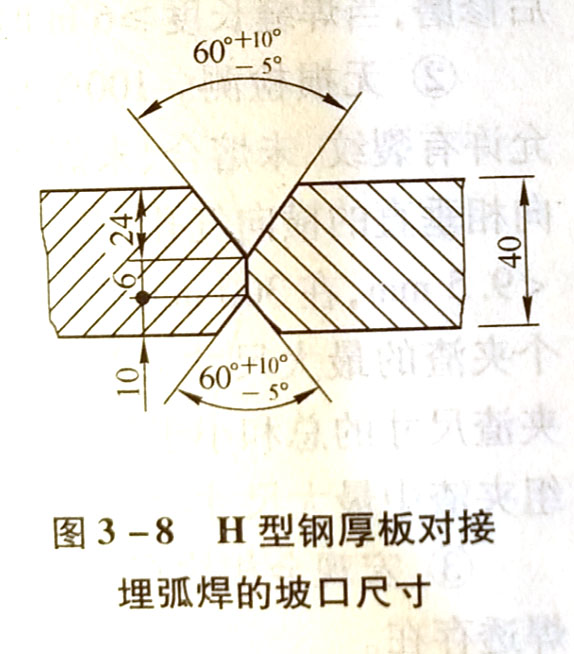 污、锈迹和毛刺。 ④定位焊缝长60-70mm,间距400m。焊前母材的清理、预热、焊条选用和烘焙与正式施焊时相同。
污、锈迹和毛刺。 ④定位焊缝长60-70mm,间距400m。焊前母材的清理、预热、焊条选用和烘焙与正式施焊时相同。
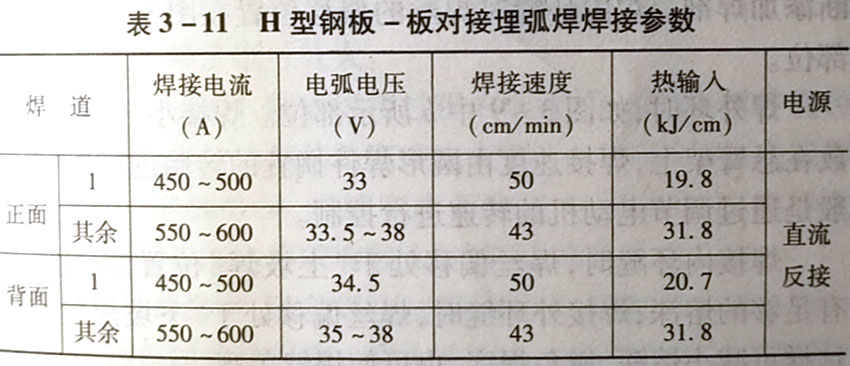
⑤引弧板与引出板为100mm×100mm×40mm,坡口与焊件一致。 ⑥预热温度=100~150℃,预热宽度为坡口每侧 100m。层间温度为150-180℃,焊接工艺参数见表3-11。
①焊缝外观检查。余高≤3.3m;保证焊缝有效尺寸; 焊缝宽度为坡口每侧加宽4~6mm;咬边深度<0.5mm,焊补 后修磨,当焊缝长度≥6m时,咬边累计长度不超过60mm ②无损检测。100%射线探伤,在焊后48h后进行,不 允许有裂纹、未熔合、未焊透及气孔,不允许存在与拉应力方 向相垂直的横向气孔,在每25.4m内所有气孔直径的总和 9.5m,在300m长度内所有气孔直径总和<19mm。每 个夹渣的最大尺寸<24mm,在6倍焊缝有效长度内,单个 夹渣尺寸的总和小于焊缝有效尺寸,单个夹渣间距应大于该组夹渣中最大尺寸的3倍。 ③宏观金相检查。不允许有裂纹或超标气孔、夹渣、未焊透存在。
④焊缝化学成分与力学性能及焊接接头力学性能均应符合标准要求。
(1)焊接工艺
答①D板材:0345(10Mm),B=40m
②焊接材料:焊丝为10%MmA,中4m,焊剂为1430。 ③)坡口形状如图3-8所 示。坡口加工采用创边机或用 氧一乙炔火焰切潮,割后将坡 口处0.5mm的热影响硬化层 磨去。坡口及侧面(25+30 mn)应作超声波检查,确认钢 板是否有分层或夹杂,否则按
返修或报废处理。坡口及附近 30m范围表面上应无水分、油 图3-8H型钢厚板对接
埋弧焊的坡口尺寸
⑤引弧板与引出板为100mm×100mm×40mm,坡口与焊件一致。 ⑥预热温度=100~150℃,预热宽度为坡口每侧 100m。层间温度为150-180℃,焊接工艺参数见表3-11。
①焊缝外观检查。余高≤3.3m;保证焊缝有效尺寸; 焊缝宽度为坡口每侧加宽4~6mm;咬边深度<0.5mm,焊补 后修磨,当焊缝长度≥6m时,咬边累计长度不超过60mm ②无损检测。100%射线探伤,在焊后48h后进行,不 允许有裂纹、未熔合、未焊透及气孔,不允许存在与拉应力方 向相垂直的横向气孔,在每25.4m内所有气孔直径的总和 9.5m,在300m长度内所有气孔直径总和<19mm。每 个夹渣的最大尺寸<24mm,在6倍焊缝有效长度内,单个 夹渣尺寸的总和小于焊缝有效尺寸,单个夹渣间距应大于该组夹渣中最大尺寸的3倍。 ③宏观金相检查。不允许有裂纹或超标气孔、夹渣、未焊透存在。
④焊缝化学成分与力学性能及焊接接头力学性能均应符合标准要求。

热门课程

热门资讯
- 2522
- 2376
- 2374
- 2372
- 2369


- 容易闪眼睛的几种情况,电焊工如何避免2021-10-22
- 怎样快速学会调节氩弧焊的电流?2021-10-22
- 氩弧焊如何焊出不同的颜色?2021-10-22
- 氩弧焊点焊总是会有气孔怎么回事?那么2021-10-22
- 电工证焊工证复审需要多少费用?2021-10-22
- 37名电焊工无证上岗被拘留2021-10-22
- 电焊条有哪几种,电焊条的型号及作用2021-09-23
- 电工、焊工、制冷、高处作业操作证电子2019-11-17
- 不锈复合钢板的焊接工艺要素是什么?2019-11-06





