焊工百科
-

答:A1、A3、A为理论相变温度,A、Aa、Acm与Aa、Aa、Am为实际相变温度。 加热时,实际相变温度与理论相变温度之差为过热度,如A-A1=△7,则△T为过热度。 冷却时,实际相变温度与理论相...
查看详情关注:71942019-10-22
-
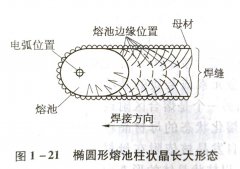
答1)熔池结晶必须在过冷条件下进行。过冷度愈大,自由能降低愈多,就越有利于凝固(结晶)的进行。过冷度越小,自发形核的晶坯尺寸临界值y值越大,就越不容易形核。由于熔池金属...
查看详情关注:52452019-10-22
-
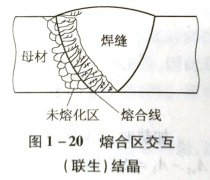
答:与铸钢锭的凝固过程相比(除都是形核和晶核长大 外),焊接熔池的凝固特点是: 1)熔池凝固是在连续冷却条件下的非平衡结晶过程 且体积小、冷却速度大,又处在相对无限大的母材...
查看详情关注:68842019-10-22
-
答:焊接冶金过程是分区域(或分阶段)连续进行的,不 同的焊接方法有不同的反应区。焊条电弧焊有三个反应区药皮反应区、熔滴反应区和熔池反应区;熔化极气体保护焊只有熔滴和熔...
查看详情关注:45832019-10-22
-
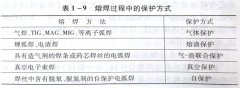
答:(1)保护的必要性在空气中无保护的情况下用光焊丝对低碳钢进行电弧焊接,检测结果显示焊缝金属中氮含量比焊丝高20~45倍,氧含量高7~35倍。同时,锰、碳等有益合金元素因烧损蒸...
查看详情关注:41422019-10-22
-
答:焊接冶金与金属冶炼一样,是通过加热使金属熔化,熔化后的液体(熔池)又凝固成固体(焊缝)所发生的冶金反应过程。大致可划分为:液相冶金、凝固冶金和固相冶金三个阶段。每一...
查看详情关注:25462019-10-22
-
答:熔池形状对焊缝的影响主要表现在对焊缝的成形、焊缝金属的化学成分和结晶结构的影响。 (1)对焊缝成形的影响通常用熔宽W、熔深H和余高 C三个基本参数及它们之间的比例表示焊...
查看详情关注:35322019-10-21
-
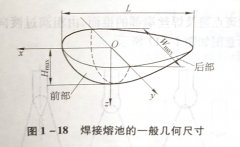
答:熔池的形状、尺寸、温度、存在时间、池内液体金属的 流动状态、熔池中的冶金反应、结晶方向、晶体结构、夹杂物的数量、分布,都直接决定着焊缝的成形焊缝外观及内在质量平...
查看详情关注:57272019-10-21
-
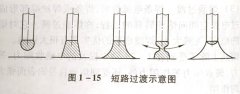
答:(1)短路过渡适用于CO2气体保护焊。其中渣 壁过渡中沿渣壳过渡适用于埋弧焊;沿套筒过渡主要用于焊条电弧焊。 (2)喷射过渡适用于铝MG焊及脉冲焊。其中射流 过渡适用于钢MG焊;旋...
查看详情关注:27152019-10-21
-
答:(1)焊条的加热与熔化焊条的加热与熔化对焊接工艺性能焊接冶金反应、焊缝的成分与性能以及生产率都有很大影响。 1)焊条金属的加热。电弧焊时,用于加热焊条的热能是:电阻热...
查看详情关注:52902019-10-21
-
答:在焊接过程中电弧既是热源又是力源。电弧所产生的对熔滴、熔池的机械作用力称为电弧力,它包括电磁收缩力、等离子流力、斑点力和短路爆破力等。这些电弧力对焊缝成形和焊...
查看详情关注:39062019-10-21
-
答:电源温升取决于其输出的焊接电流值和断续的工作状态,若输出电流大、连续工作时间长,则温升高,所以焊机所允许的焊接电流随使用状态而异;而额定电流是综合上述因素而规...
查看详情关注:42102019-10-21
-
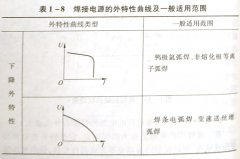
答:为满足焊接工艺的需要,常用的弧焊电源外特性曲线有三类:下降外特性(又分为陡降、缓降和陡降加外拖)、平外特性(又分L形和水平形)和双阶梯外特性。焊接电源的外特性曲线及...
查看详情关注:60522019-10-21
-
答:弧焊用的电源简称为弧焊电源,它是将普通电源经 变压或整流、电动机驱动或逆变等方式进行变换,供电弧连续稳定燃烧。为保证电弧能稳定,避免产生缺陷,要求弧焊电源 有合...
查看详情关注:19062019-10-21
-
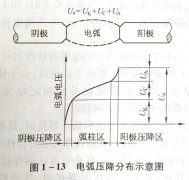
答:(1)电弧结构焊接电弧在长度方向上,由于其气 体导电粒子的特性变化,电弧的阻抗也发生变化。通常将电 弧分成三个区域:靠近阴、阳极的部分分别为阴极压降区和阳 极压降区,...
查看详情关注:36652019-10-21
-
答:(1)焊条电弧焊焊条电弧焊时,由于使用的焊接电流受到限制(焊条电弧焊设备的额定电流值不大于500A),故其静特性曲线为下降特性区。 (2)埋弧焊在正常电流密度下焊接时,其静特性...
查看详情关注:64622019-10-21
栏目列表
热门课程
预约免费试听
只要一个电话
我们免费为您回电





