焊接电弧的极性及应用是什么?焊接电弧的温度不会超过6000
发布时间: 2019-01-02作者:baile100浏览量:
电弧的极性、结构与温度
电弧焊可用直流或交流电源。在用直流电源时,可将工件接正极,焊条接负极,称正接法;将工件接负极,焊条接
定燃烧,电压必须相应地变化。因此,电压的变化要灵敏。 正极,称反接法。
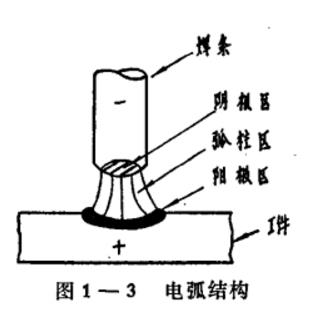
用直流电源时,电弧结构 两拟昌 如图1-3所示,由阴极区、
阳极区和弧柱区所组成。各区 拄区域的温度,随所用电极材料而不同。在碳极电弧焊接时,弧柱区温度可达6000℃左右,阳 图1-3电弧结构 极区约3400℃左右,阴极区约
3200℃左右。由此可见,阳极区的温度高于阴极区。因此,在一般情况下,采用正接法,工件是阳极,温度较高,可提高生产率。但在使用低氢型焊条时,则需要用反接法,因为低氢型焊条用正接法容易出现气孔和断弧。
用交流电源时,因交流电的极性是变化的,也就不存在正接法与反接法,两电极温度是相等的。由于交流电的极性是变化的,因此,电弧的稳定性不及直流。
(二)对电源的要求
由于电弧本身的特点,引弧时是以短时间的短路来实现的。焊接过程中的断弧及重新引弧,以及电弧长度不可避免的变化等,要获得稳定的电弧,对电源就提出了特定的要求:
①具有够的引弧电压及燃弧电压(即空载电压及工作电压)。一般空载电压,直流为40伏以上,交流为55伏以
②短路时电流不能太大。
③焊接过程中,电弧长度经常发生变化,要保持电弧稳
④随着所焊工件厚度的不同,需要不同大小的电流,因此电流大小应能在一定范围内调节。
般供电网的电源不能满足上述要求。因此,交流电弧焊时,是利用焊接变压器,改变一般电源的特性,以满足上述要求。直流电弧焊时,则利用一特殊发电机或整流器来供电。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





