熔化极电弧与熔滴过渡
发布时间: 2019-01-02作者:baile100浏览量:
熔化极电弧与熔滴过渡
在熔化极也孤焊中,焊条或焊丝金属被电弧不断熔化形 成熔滴,过渡到熔池中,这一过程叫做熔滴过渡。熔滴过渡 时弧长会改变,某些过渡的金属熔滴甚至会造成电弧短路。
手弧焊时,每秒钟过渡的金属熔滴数约为20〜30濟, 可见由于金属熔滴过渡引起的弧长变化是极快的。因此,在 焊接过程中电孤电流和电弧电压都不断地发生变化,每次变 化的时间都非常短,约为百分之几秒。
对非脉冲电弧焊来说,金属熔滴的过渡形式大致可分为三种,即喷射过渡、滴状过渡和短路过渡,如图1-4所示0
图1-4中的a)和b),都是在焊丝或焊条端部形成熔滴, 通过电孤向熔池过渡为小顆粒的喷射过渡,如富氩气氛中的大电流熔化极气体保护焊和细丝大电流埋孤焊,即出 现这种过渡形式;b为大親粒的滴状过渡,如一般手工电孤 焊、埋孤焊、小电流熔化极惰性气体保护焊及大电流粗丝二。
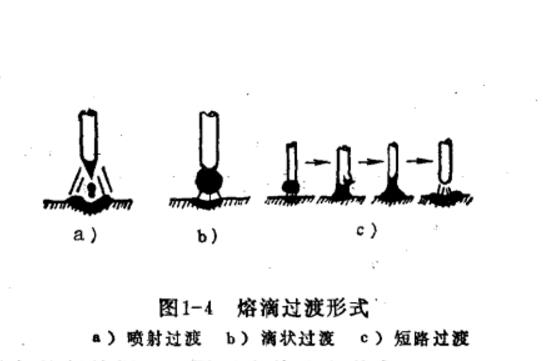
氧化碳气体保护焊,即属于这种过渡形式。
图1-4c〉则与a、b)不同,弧隙短路与电孤燃烧交替发 生。短路桥中断后,熔滴向熔池过渡,然后电弧复燃,又熔 化焊丝(焊条〉金属,形成熔滴与母材短路,这样循环交替地 进行。如碱性焊条直流反接短弧焊、200安以下小电流低电 压的二氧化碳焊和熔化极惰性气体保护焊,均属于这种过 渡。这种过渡的熔池温度较低,适用于薄板焊接或立焊等全位置焊接。
熔滴过渡并非完全靠它自身的重力作用落入熔池,而主 要靠电磁收缩效应(亦即焊接电流磁场的径向收缩力〉,促使 熔融的焊条或焊丝金厲克服其自身的表面张力,很快形成熔 滴并向熔池过渡。
这种电磁收缩力与焊接电流的平方成正比。如果电流过 小,电磁收缩力小,过渡即不稳定。例如小电流熔化极惰性 气体保护焊,熔滴就不能呈小颗粒过渡,只能大颗粒过渡。 为使熔滴过渡稳定,应根据焊丝(焊条〉直径,选抒焊接电 流。
熔滴过渡还与极性有关,正接(即工件接正,电极接负)时,电磁收缩效应差I同时,质量较大的正离子撞击负极, 也会妨碍熔滴过渡,故一般采用反极性接法。
短路过渡的焊接中,短路桥爆断,电弧复燃,也是由于电 磁收缩力的作用。假使在短路时电流的增长速度不恰当,焊 接过程就不稳定,所以耍求焊接电源要有良好的动特性,即 应有适当的电感。
在熔化极也孤焊中,焊条或焊丝金属被电弧不断熔化形 成熔滴,过渡到熔池中,这一过程叫做熔滴过渡。熔滴过渡 时弧长会改变,某些过渡的金属熔滴甚至会造成电弧短路。
手弧焊时,每秒钟过渡的金属熔滴数约为20〜30濟, 可见由于金属熔滴过渡引起的弧长变化是极快的。因此,在 焊接过程中电孤电流和电弧电压都不断地发生变化,每次变 化的时间都非常短,约为百分之几秒。
对非脉冲电弧焊来说,金属熔滴的过渡形式大致可分为三种,即喷射过渡、滴状过渡和短路过渡,如图1-4所示0
图1-4中的a)和b),都是在焊丝或焊条端部形成熔滴, 通过电孤向熔池过渡为小顆粒的喷射过渡,如富氩气氛中的大电流熔化极气体保护焊和细丝大电流埋孤焊,即出 现这种过渡形式;b为大親粒的滴状过渡,如一般手工电孤 焊、埋孤焊、小电流熔化极惰性气体保护焊及大电流粗丝二。
氧化碳气体保护焊,即属于这种过渡形式。
图1-4c〉则与a、b)不同,弧隙短路与电孤燃烧交替发 生。短路桥中断后,熔滴向熔池过渡,然后电弧复燃,又熔 化焊丝(焊条〉金属,形成熔滴与母材短路,这样循环交替地 进行。如碱性焊条直流反接短弧焊、200安以下小电流低电 压的二氧化碳焊和熔化极惰性气体保护焊,均属于这种过 渡。这种过渡的熔池温度较低,适用于薄板焊接或立焊等全位置焊接。
熔滴过渡并非完全靠它自身的重力作用落入熔池,而主 要靠电磁收缩效应(亦即焊接电流磁场的径向收缩力〉,促使 熔融的焊条或焊丝金厲克服其自身的表面张力,很快形成熔 滴并向熔池过渡。
这种电磁收缩力与焊接电流的平方成正比。如果电流过 小,电磁收缩力小,过渡即不稳定。例如小电流熔化极惰性 气体保护焊,熔滴就不能呈小颗粒过渡,只能大颗粒过渡。 为使熔滴过渡稳定,应根据焊丝(焊条〉直径,选抒焊接电 流。
熔滴过渡还与极性有关,正接(即工件接正,电极接负)时,电磁收缩效应差I同时,质量较大的正离子撞击负极, 也会妨碍熔滴过渡,故一般采用反极性接法。
短路过渡的焊接中,短路桥爆断,电弧复燃,也是由于电 磁收缩力的作用。假使在短路时电流的增长速度不恰当,焊 接过程就不稳定,所以耍求焊接电源要有良好的动特性,即 应有适当的电感。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





