钛及钛合金焊接的工艺要素及操作要点是什么?
发布时间: 2019-11-06作者:baile100浏览量:
钛及钛合金焊接的工艺要素及操作要点是什么?
答:(1)焊接材料氫气纯度必须≥99.99%。焊接过程中当氩气瓶压力降至1MPa时应停止使用。
填充焊丝一般采用与母材同质的材料。为改善接头塑性,也可采用比母材合金化程度稍低的焊丝。填充焊丝的夹杂及其表面的脏物、油污和拉丝润滑剂可能成为焊缝金属的污染源,而且为焊丝的表面积和体积比率大,故焊前必须彻底清理。
(2)焊接工艺参数焊接钛及钛合金时,由于有晶粒粗化倾向,故尽量采用较小的焊接热输入,最好是使温度刚好高于形成焊缝所需达到的最低温度。如果热输入量过高,则焊缝被污染,有变形和变脆的倾向。
宜采用具有陡降特性的直流电源、正接,它比直流反接能获得更大的熔深和较窄的焊道。不能用接触法引弧,必须用 高频引弧及衰减电流的方法填满弧坑。 多层焊时,层间温度应尽可能低,最好待前一层焊缝已冷至室温后再焊下一层焊缝,以防过热。
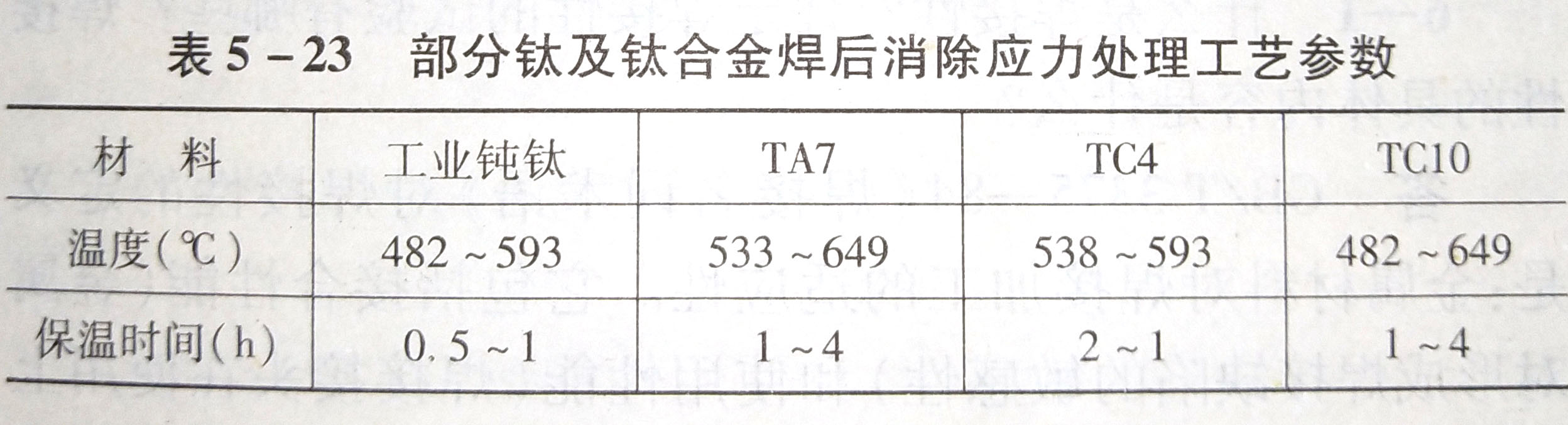
(3)焊后处理钛及钛合金焊后在接头上存在残余应力,会引发冷裂纹,使用过程中会降低尺寸的稳定性,增大接头对应力腐蚀开裂的敏感性和降低接头的疲劳强度。所以大多数钛及钛合金焊后都需进行消除应力处理。表5-23为部分钛及钛合金焊后消除应力处理工艺参数。
答:(1)焊接材料氫气纯度必须≥99.99%。焊接过程中当氩气瓶压力降至1MPa时应停止使用。
填充焊丝一般采用与母材同质的材料。为改善接头塑性,也可采用比母材合金化程度稍低的焊丝。填充焊丝的夹杂及其表面的脏物、油污和拉丝润滑剂可能成为焊缝金属的污染源,而且为焊丝的表面积和体积比率大,故焊前必须彻底清理。
(2)焊接工艺参数焊接钛及钛合金时,由于有晶粒粗化倾向,故尽量采用较小的焊接热输入,最好是使温度刚好高于形成焊缝所需达到的最低温度。如果热输入量过高,则焊缝被污染,有变形和变脆的倾向。
宜采用具有陡降特性的直流电源、正接,它比直流反接能获得更大的熔深和较窄的焊道。不能用接触法引弧,必须用 高频引弧及衰减电流的方法填满弧坑。 多层焊时,层间温度应尽可能低,最好待前一层焊缝已冷至室温后再焊下一层焊缝,以防过热。
(3)焊后处理钛及钛合金焊后在接头上存在残余应力,会引发冷裂纹,使用过程中会降低尺寸的稳定性,增大接头对应力腐蚀开裂的敏感性和降低接头的疲劳强度。所以大多数钛及钛合金焊后都需进行消除应力处理。表5-23为部分钛及钛合金焊后消除应力处理工艺参数。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





