灰铸铁的焊接性怎样?如何改善?
发布时间: 2019-11-06作者:baile100浏览量:
灰铸铁的焊接性怎样?如何改善?
答:灰铸铁焊接性的主要问题是焊接接头处易出现白口组织、淬硬组织与焊接裂纹。
(1)白口组织白口组织既可能在焊缝金属上也可能 在热影响区上,这主要取决于所用的焊接材料和焊后的冷却 速度。当采用铸铁型的焊接材料时,如果冷却速度很快,则 Fe3C来不及分解析出石墨,便以渗碳体形态存在,即出现白 口组织;当采用非铸铁型焊条(如钢、镍、镍铁、镍铜等)时,使焊缝与母材不同质,焊缝上就不会出现白口组织。
当焊缝与母材同质时,若冷却速度快,则焊缝与熔合区 样,都会产生白口组织;当焊缝与母材异质时,如果冷却速度 仍然很快,则熔合区也会产生白口组织,只是随着所用焊接材 料的不同或焊接工艺的不同,白口出现的程度会有所差别。 目前,采用纯镍焊条对铸铁冷焊时,可以使熔合区的白口组织减到最少。 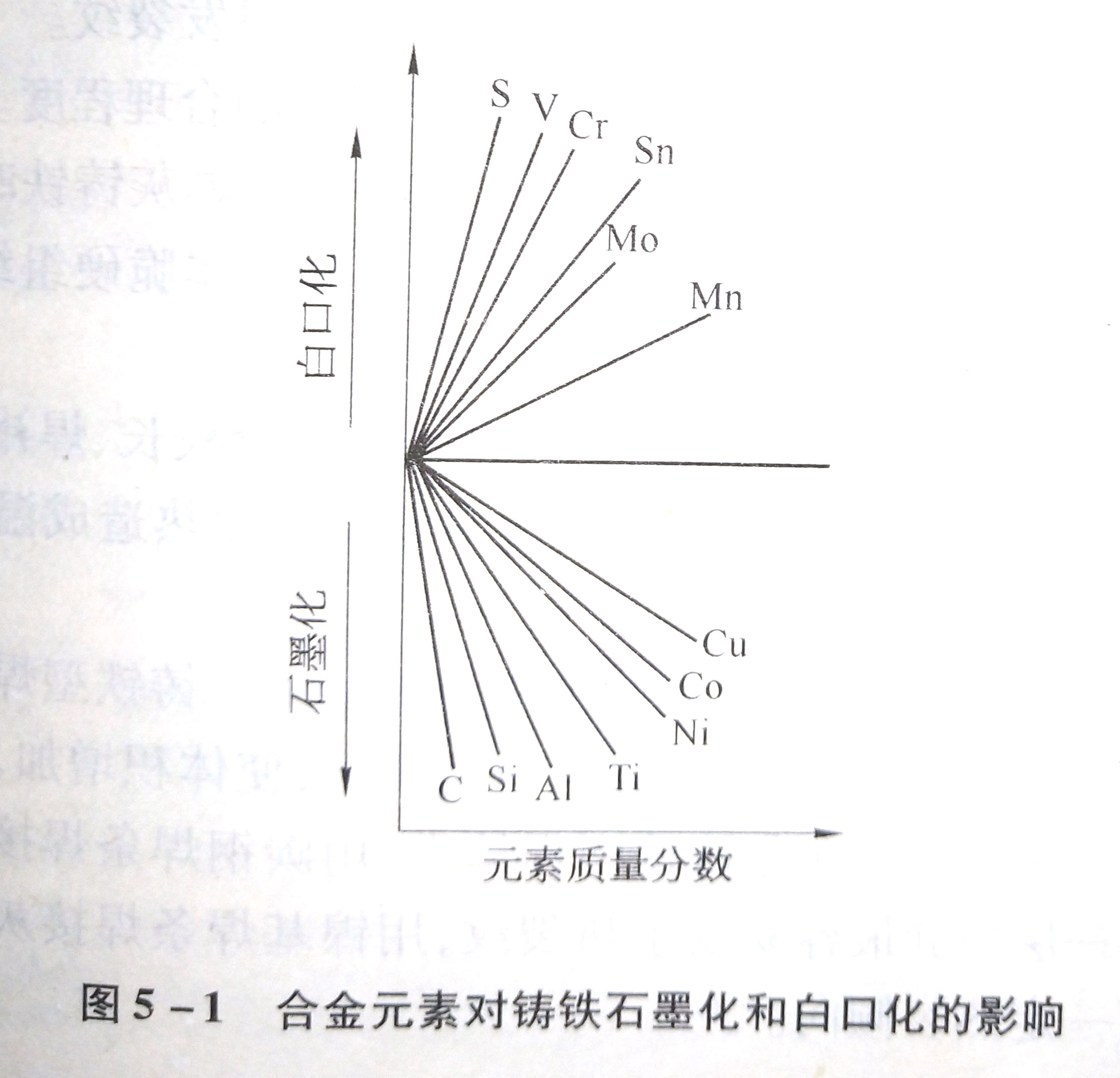
防止白口组织的主要途径是:
①减小焊接过程中和焊后的冷却速度,焊前预热。同质 焊缝预热至400~700℃,异质焊缝通常是冷焊(按不预热的熔焊工艺)和焊后缓冷,可完全避免或减少白口组织 ②利用石墨化元素,促使渗碳体分解出石墨,以减少甚 至消除白口组织,同时也可限制白口化元素的含量,见图 5-1所示。主要是选用强石墨元素如Cu、Ni促进石墨化作用,达到减少熔合区白口组织的目的
(2)淬硬组织当焊缝为低碳或某些合金钢材质时,由于母材的熔入,使焊缝中的含碳量增加,同时在快速冷却的条件下会产生硬度很高的高碳马氏体组织,它和白口组织一样会引发裂纹给切削加工带来困难。 防止和减少淬硬组织的途径是降低冷却速度及在采用钢质焊缝时,尽量避免因母材的熔化而恶化焊缝.
(3)焊接裂纹铸铁焊接时很容易产生裂纹。主要是冷裂纹,其次是热裂纹。
1)冷裂纹般在400℃C以下,多发生在焊缝和热影响区上,产生的主要原因是:
①焊件上受到不均匀的加热和冷却,产生较大的热应力及收缩应力。焊件上温差越大,这种应力也越大。灰铸铁强度低、无塑性。
②白口组织及淬硬倾向,无塑性能力,引发裂纹。
③3取决于焊缝金属的塑性及焊接工艺的合理程度。
热影响区上的冷裂纹主要产生在电弧冷焊灰铸铁时,在半熔化区快速冷却时容易产生渗碳体及马氏体脆硬组织,当焊接应力超过它们的强度时就产生裂纹。
除上述因素易引起焊接冷裂纹外,当焊缝较长、焊补体积 或面积过大,以及焊补部位刚性过强或局部预热造成温差过大时,均会产生冷裂纹。
2)热裂纹热裂纹主要出现在焊缝上。铸铁型焊缝对 热裂纹不敏感,因为焊缝高温时石墨析出,使体积增加,有助 于减低焊接应力。在非铸铁型焊缝中,用碳钢焊条焊接灰铸 铁的第一层焊缝最容易发生热裂纹,用镍基焊条焊接灰铸铁 时也有一定热裂倾向。
防止热裂纹的主要途径在于冶金处理及焊接工艺两个方面。在冶金方法上是通过调整焊缝化学成分,使其脆性温度区缩小,增强脱硫、去磷能力,减少低熔点共晶物质和晶粒细化等。在焊接工艺上主要是降低焊接应力,尽可能减小熔合比等。
答:灰铸铁焊接性的主要问题是焊接接头处易出现白口组织、淬硬组织与焊接裂纹。
(1)白口组织白口组织既可能在焊缝金属上也可能 在热影响区上,这主要取决于所用的焊接材料和焊后的冷却 速度。当采用铸铁型的焊接材料时,如果冷却速度很快,则 Fe3C来不及分解析出石墨,便以渗碳体形态存在,即出现白 口组织;当采用非铸铁型焊条(如钢、镍、镍铁、镍铜等)时,使焊缝与母材不同质,焊缝上就不会出现白口组织。
当焊缝与母材同质时,若冷却速度快,则焊缝与熔合区 样,都会产生白口组织;当焊缝与母材异质时,如果冷却速度 仍然很快,则熔合区也会产生白口组织,只是随着所用焊接材 料的不同或焊接工艺的不同,白口出现的程度会有所差别。 目前,采用纯镍焊条对铸铁冷焊时,可以使熔合区的白口组织减到最少。
防止白口组织的主要途径是:
①减小焊接过程中和焊后的冷却速度,焊前预热。同质 焊缝预热至400~700℃,异质焊缝通常是冷焊(按不预热的熔焊工艺)和焊后缓冷,可完全避免或减少白口组织 ②利用石墨化元素,促使渗碳体分解出石墨,以减少甚 至消除白口组织,同时也可限制白口化元素的含量,见图 5-1所示。主要是选用强石墨元素如Cu、Ni促进石墨化作用,达到减少熔合区白口组织的目的
(2)淬硬组织当焊缝为低碳或某些合金钢材质时,由于母材的熔入,使焊缝中的含碳量增加,同时在快速冷却的条件下会产生硬度很高的高碳马氏体组织,它和白口组织一样会引发裂纹给切削加工带来困难。 防止和减少淬硬组织的途径是降低冷却速度及在采用钢质焊缝时,尽量避免因母材的熔化而恶化焊缝.
(3)焊接裂纹铸铁焊接时很容易产生裂纹。主要是冷裂纹,其次是热裂纹。
1)冷裂纹般在400℃C以下,多发生在焊缝和热影响区上,产生的主要原因是:
①焊件上受到不均匀的加热和冷却,产生较大的热应力及收缩应力。焊件上温差越大,这种应力也越大。灰铸铁强度低、无塑性。
②白口组织及淬硬倾向,无塑性能力,引发裂纹。
③3取决于焊缝金属的塑性及焊接工艺的合理程度。
热影响区上的冷裂纹主要产生在电弧冷焊灰铸铁时,在半熔化区快速冷却时容易产生渗碳体及马氏体脆硬组织,当焊接应力超过它们的强度时就产生裂纹。
除上述因素易引起焊接冷裂纹外,当焊缝较长、焊补体积 或面积过大,以及焊补部位刚性过强或局部预热造成温差过大时,均会产生冷裂纹。
2)热裂纹热裂纹主要出现在焊缝上。铸铁型焊缝对 热裂纹不敏感,因为焊缝高温时石墨析出,使体积增加,有助 于减低焊接应力。在非铸铁型焊缝中,用碳钢焊条焊接灰铸 铁的第一层焊缝最容易发生热裂纹,用镍基焊条焊接灰铸铁 时也有一定热裂倾向。
防止热裂纹的主要途径在于冶金处理及焊接工艺两个方面。在冶金方法上是通过调整焊缝化学成分,使其脆性温度区缩小,增强脱硫、去磷能力,减少低熔点共晶物质和晶粒细化等。在焊接工艺上主要是降低焊接应力,尽可能减小熔合比等。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





