铁素体+奥氏体不锈钢的焊接工艺要素是什么?
发布时间: 2019-11-06作者:baile100浏览量:
铁素体+奥氏体不锈钢的焊接工艺要素是什么?
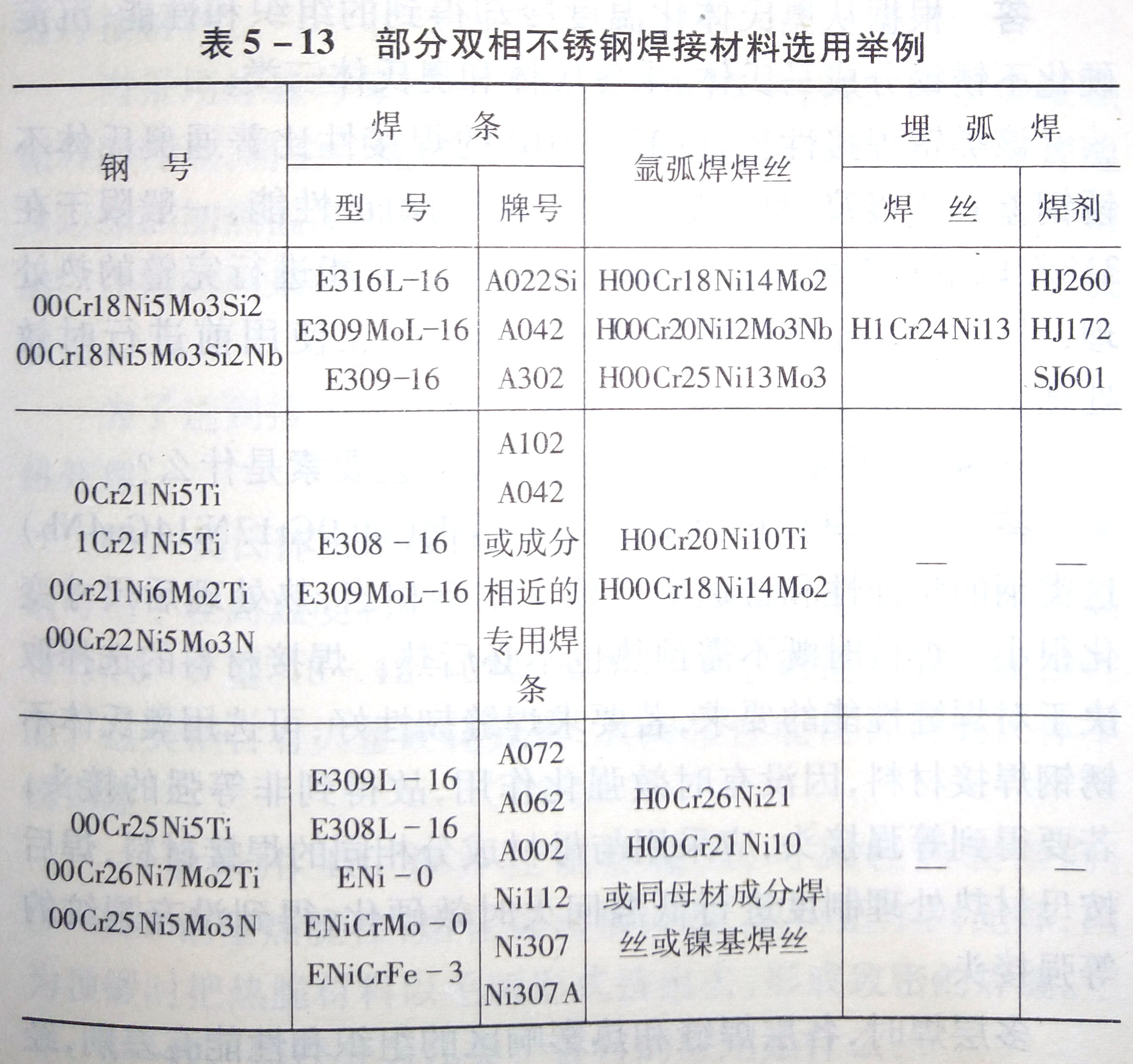
答:由于这类钢焊接性能良好,焊时可不预热和后热。 薄板宜用TG焊,中厚板可用焊条电弧焊。焊条电弧焊时宜 选用成分与母材相近的专用焊条或含碳量低的奥氏体焊条。 对于C25型双相钢也可选用镍基合金焊条,表5-13为部分双相不锈钢焊接材料的选用举例。
表5-13部分双相不锈钢焊接材料选用举例.
双相钢中因有较大比例铁素体存在,而铁素体所固有的 脆化倾向(如475℃脆化、a相析出脆化和晶粒粗化)依然存 在,只因有奥氏体的平衡作用而获得一定缓解,所以焊接时需严加注意焊接热输入的大小。
无N或低N的双相不锈钢焊接时,在热影响区有单相 铁素体及晶粒粗化倾向,这时应注意控制焊接热输入,尽量用 小电流、高焊速、窄道焊与多焊道,以防止热影响区晶粒粗化 和单相铁素体化。层间温度不宜太高,最好冷至近室温再焊
下一层。
答:由于这类钢焊接性能良好,焊时可不预热和后热。 薄板宜用TG焊,中厚板可用焊条电弧焊。焊条电弧焊时宜 选用成分与母材相近的专用焊条或含碳量低的奥氏体焊条。 对于C25型双相钢也可选用镍基合金焊条,表5-13为部分双相不锈钢焊接材料的选用举例。
表5-13部分双相不锈钢焊接材料选用举例.
双相钢中因有较大比例铁素体存在,而铁素体所固有的 脆化倾向(如475℃脆化、a相析出脆化和晶粒粗化)依然存 在,只因有奥氏体的平衡作用而获得一定缓解,所以焊接时需严加注意焊接热输入的大小。
无N或低N的双相不锈钢焊接时,在热影响区有单相 铁素体及晶粒粗化倾向,这时应注意控制焊接热输入,尽量用 小电流、高焊速、窄道焊与多焊道,以防止热影响区晶粒粗化 和单相铁素体化。层间温度不宜太高,最好冷至近室温再焊
下一层。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





