如何表示焊条型号?
发布时间: 2019-11-05作者:baile100浏览量:
如何表示焊条型号?
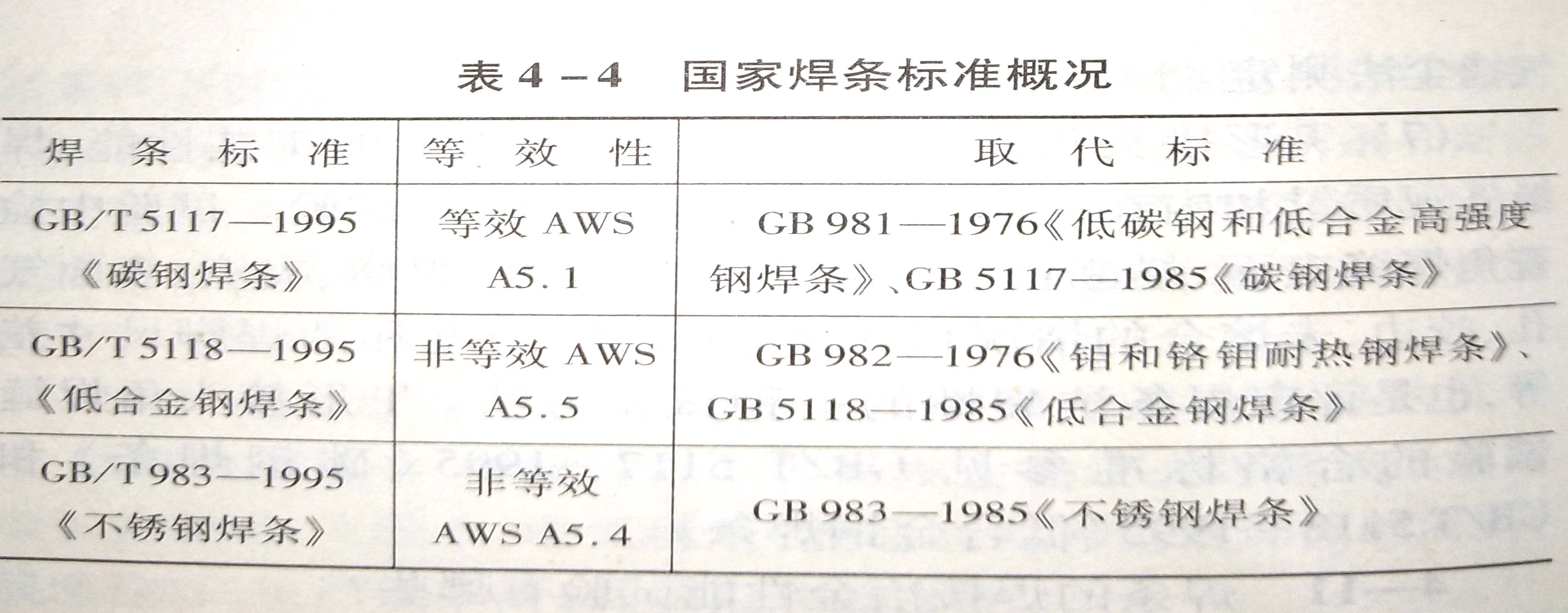
价每按我国1985年制订的焊条标准,它等效于美国 用E表示电焊条,参见表4-4。
(1)碳钢和低合金钢焊条的型号型号中的前两位数 为1的下限值;第三位数表示焊接位置(0或1—全位置; 2—平焊或平角焊;4向下立焊);第三、四位数表示电 流种类及药皮类型;在第四位数后有时附加化学成分分类代号。如
1)低碳钢焊条的型号
E5016(焊条牌号为J506) 低氢钾型药皮、交直流两用
全位置焊接
熔敷金属抗拉强度O≥490MPa
2)低合金钢焊条的型号
E6015-B3(焊条牌号为R407) 工一熔敷金属化学成分分类,0(C)约2.25%,0(Mo0)约1%
低氢钠型药皮、直流电源
全位置焊接
熔敷金属抗拉强度o≥588MPa
(2)不锈钢焊条的型号型号中前三位数字为化学成 分分类代号,短划后的两位数表示焊接位置、药皮类型及电流种类。如
E316L-16(牌号为A022) 工一低氢型、钛型或钛钙型,交直流两用,全位置焊接
熔敷金属化学成分,o(Cn)约18%,0(N约12%, o(Mo)约2%~3%
价每按我国1985年制订的焊条标准,它等效于美国 用E表示电焊条,参见表4-4。
(1)碳钢和低合金钢焊条的型号型号中的前两位数 为1的下限值;第三位数表示焊接位置(0或1—全位置; 2—平焊或平角焊;4向下立焊);第三、四位数表示电 流种类及药皮类型;在第四位数后有时附加化学成分分类代号。如
1)低碳钢焊条的型号
E5016(焊条牌号为J506) 低氢钾型药皮、交直流两用
全位置焊接
熔敷金属抗拉强度O≥490MPa
2)低合金钢焊条的型号
E6015-B3(焊条牌号为R407) 工一熔敷金属化学成分分类,0(C)约2.25%,0(Mo0)约1%
低氢钠型药皮、直流电源
全位置焊接
熔敷金属抗拉强度o≥588MPa
(2)不锈钢焊条的型号型号中前三位数字为化学成 分分类代号,短划后的两位数表示焊接位置、药皮类型及电流种类。如
E316L-16(牌号为A022) 工一低氢型、钛型或钛钙型,交直流两用,全位置焊接
熔敷金属化学成分,o(Cn)约18%,0(N约12%, o(Mo)约2%~3%

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





