电阻焊的热平衡及焊接循环的内容各是什么?
发布时间: 2019-11-04作者:baile100浏览量:
电阻焊的热平衡及焊接循环的内容各是什么?
答:(1)热平衡点焊时,焊接所产生的热量一部分用 来加热焊接区金属成为足够尺寸的熔核,另一部分用来补偿 周围物质传导、辐射的损失,以形成焊接过程的动态热平衡,其平衡式为
Q=Q+Q 式中Q—产生总热量(J);
Q1—形成熔核的有效热量(J);
Q2损失的热量,包括电极散失的热量和向焊接区
周围散失的热量(J) 有效热量Q1可用下式表示
Q1=Vqp(T-273)
式中V焊接区的体积(m0); c焊接金属的比热容[J/(g·K)];
p焊缝金属的密度(g/m);
T焊接区的平均温度(K)。
从上式可看出焊接区所需热量与加热时间无关,仅与焊件几何尺寸和金属材料的物理性能有关。但通过热传导向焊接区周围和电极散失的热量不仅与焊件的几何尺寸和物理性能有关,还与焊接时间有关。
(2)焊接循环加压和通电是电阻焊过程的重要条件,不同的通电时间电极压力和电流强度及其变化形式等组成了各种焊接循环。点焊和凸焊的焊接循环由“预压”、“通电”、“维持”和“休止”四个基本阶段组成,如图3-34所示。 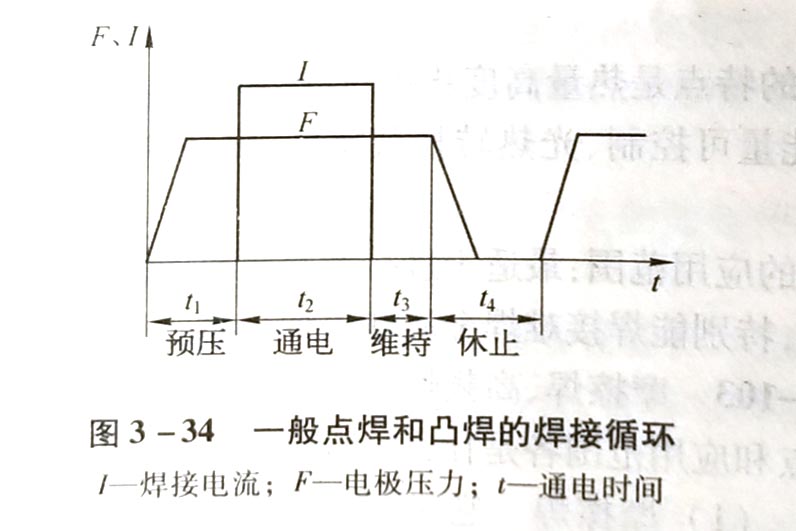 F、/4
F、/4
预压通电维持休止
图3-34一般点焊和凸焊的焊接循环
焊接电流;F一电极压力;t通电时间
最简单的焊接循环是在整个焊接过程中供给均匀恒定的焊接电流和压力。焊接过程可根据需要而控制焊接电流,使之递增或递减。电流递增是使电流从低值经数个周波增到所 需的电流值;电流递减是使电流逐步降到低值,这有助于延长冷却时间,对某些可热处理的金属能焊成优质焊点。故它适用于焊接限制冷却速度的钢如淬火钢的点焊或凸焊。
答:(1)热平衡点焊时,焊接所产生的热量一部分用 来加热焊接区金属成为足够尺寸的熔核,另一部分用来补偿 周围物质传导、辐射的损失,以形成焊接过程的动态热平衡,其平衡式为
Q=Q+Q 式中Q—产生总热量(J);
Q1—形成熔核的有效热量(J);
Q2损失的热量,包括电极散失的热量和向焊接区
周围散失的热量(J) 有效热量Q1可用下式表示
Q1=Vqp(T-273)
式中V焊接区的体积(m0); c焊接金属的比热容[J/(g·K)];
p焊缝金属的密度(g/m);
T焊接区的平均温度(K)。
从上式可看出焊接区所需热量与加热时间无关,仅与焊件几何尺寸和金属材料的物理性能有关。但通过热传导向焊接区周围和电极散失的热量不仅与焊件的几何尺寸和物理性能有关,还与焊接时间有关。
(2)焊接循环加压和通电是电阻焊过程的重要条件,不同的通电时间电极压力和电流强度及其变化形式等组成了各种焊接循环。点焊和凸焊的焊接循环由“预压”、“通电”、“维持”和“休止”四个基本阶段组成,如图3-34所示。
预压通电维持休止
图3-34一般点焊和凸焊的焊接循环
焊接电流;F一电极压力;t通电时间
最简单的焊接循环是在整个焊接过程中供给均匀恒定的焊接电流和压力。焊接过程可根据需要而控制焊接电流,使之递增或递减。电流递增是使电流从低值经数个周波增到所 需的电流值;电流递减是使电流逐步降到低值,这有助于延长冷却时间,对某些可热处理的金属能焊成优质焊点。故它适用于焊接限制冷却速度的钢如淬火钢的点焊或凸焊。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





