气焊的常用工艺有哪些?
发布时间: 2019-11-04作者:baile100浏览量:
气焊的常用工艺有哪些?
答:气焊在工程生产中已很少使用,只在修理中无法进行TG焊或焊条电弧焊时才使用,且大部为管道对接,确保水压试验时不漏水。具体工艺如下:
(1)焊丝的选择对一般常压管道气焊,可选用H08和Ho8A等低碳钢焊丝,也可将低碳钢焊条除净药皮作为焊丝。中、高压管道气焊时,应选用优质或强度较高的低碳钢焊丝,如H08Mn、Ho8MnA、H5Mn等,也可采用某些低合金钢焊丝,例如电站锅炉的20G低碳钢管气焊,若采用HO8CrMo焊丝,比用H08A焊丝焊接的焊缝合格率高。
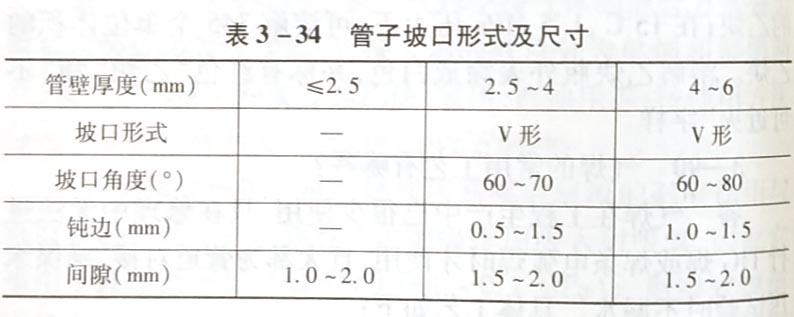
(2)坡口形式及尺寸一般技术要求较高的小径管对接当壁厚小于2.5mm时,可不开坡口;壁厚大于2.5mm时为确保全焊透,并能达到单面焊双面成形,须将管端开成60°-80°的V形坡口。不同管壁厚度相对应的坡口形式及尺寸见表3-34。
(3)组装及定位焊受 (b)压管道在焊前组装时,一定要确保所选定的装配间隙,详见表3-34,并且使间隙均 (c)致。若装配间隙过小,图3-30管子组装示意图打底焊缝不易焊透,如图()间隙过小;(b)间隙过大3-30所示,会降低接头的 (c)间隙合适强度。若间隙过大,打底焊容易使管子内壁产生焊瘤,甚至烧 穿,如图3-30b所示。所以必须确保如图3-30c所示的情况
表3-34管子坡口形式及尺寸
管壁厚度(mm) ≤2.5 2.5~4 4~6
坡口形式 V形 V形
坡口角度(°) 60~70 60~80
钝边(mm) 0.5~1.5 1.0~1.5
间隙(mm) 1.0~2.0 1.5-2.0 1.5-2.0 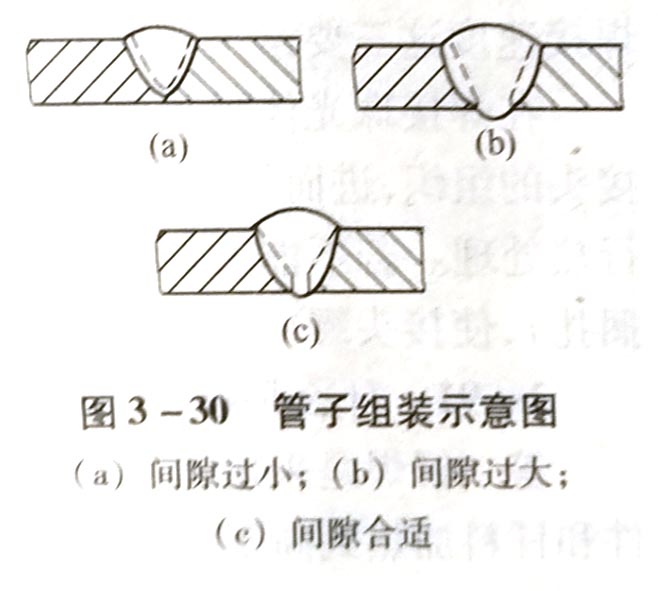 管子定位焊时,应根据管子直径大小来确定施焊位置。直径不超过50mm的管子,只需定位焊两处,位置在时钟10点与2点处,从时钟6点处始焊。管径在50~108mm的管子,均布三点定位,始焊处以焊接位置而定。 定位焊时,火焰能率应比一般正常气焊时大些,定位焊时 应与正式施焊一样确保根部焊透。若发现定位焊缝有气孔 裂纹、焊瘤、未焊透等缺陷,应将其铲除后再进行定位焊。
管子定位焊时,应根据管子直径大小来确定施焊位置。直径不超过50mm的管子,只需定位焊两处,位置在时钟10点与2点处,从时钟6点处始焊。管径在50~108mm的管子,均布三点定位,始焊处以焊接位置而定。 定位焊时,火焰能率应比一般正常气焊时大些,定位焊时 应与正式施焊一样确保根部焊透。若发现定位焊缝有气孔 裂纹、焊瘤、未焊透等缺陷,应将其铲除后再进行定位焊。
(4)工艺参数的选择其中焊丝直径、火焰能率、焊嘴 倾角、焊接速度应根据焊工的操作技能、焊件所处的位置、焊 件材质等各要素由焊工自行选定。其中火焰能率、焊嘴倾角、焊接速度这三要素是相互牵连的。 在焊接珠光体耐热钢管后,为消除焊接应力和改善焊接 接头的组织,进而提高接头的综合力学性能,应将接头及时进 行热处理。若不能及时进行,应采用保温措施(如用石棉绳捆扎),使接头缓冷,而后再进行热处理。
答:气焊在工程生产中已很少使用,只在修理中无法进行TG焊或焊条电弧焊时才使用,且大部为管道对接,确保水压试验时不漏水。具体工艺如下:
(1)焊丝的选择对一般常压管道气焊,可选用H08和Ho8A等低碳钢焊丝,也可将低碳钢焊条除净药皮作为焊丝。中、高压管道气焊时,应选用优质或强度较高的低碳钢焊丝,如H08Mn、Ho8MnA、H5Mn等,也可采用某些低合金钢焊丝,例如电站锅炉的20G低碳钢管气焊,若采用HO8CrMo焊丝,比用H08A焊丝焊接的焊缝合格率高。
(2)坡口形式及尺寸一般技术要求较高的小径管对接当壁厚小于2.5mm时,可不开坡口;壁厚大于2.5mm时为确保全焊透,并能达到单面焊双面成形,须将管端开成60°-80°的V形坡口。不同管壁厚度相对应的坡口形式及尺寸见表3-34。
(3)组装及定位焊受 (b)压管道在焊前组装时,一定要确保所选定的装配间隙,详见表3-34,并且使间隙均 (c)致。若装配间隙过小,图3-30管子组装示意图打底焊缝不易焊透,如图()间隙过小;(b)间隙过大3-30所示,会降低接头的 (c)间隙合适强度。若间隙过大,打底焊容易使管子内壁产生焊瘤,甚至烧 穿,如图3-30b所示。所以必须确保如图3-30c所示的情况
表3-34管子坡口形式及尺寸
管壁厚度(mm) ≤2.5 2.5~4 4~6
坡口形式 V形 V形
坡口角度(°) 60~70 60~80
钝边(mm) 0.5~1.5 1.0~1.5
间隙(mm) 1.0~2.0 1.5-2.0 1.5-2.0
(4)工艺参数的选择其中焊丝直径、火焰能率、焊嘴 倾角、焊接速度应根据焊工的操作技能、焊件所处的位置、焊 件材质等各要素由焊工自行选定。其中火焰能率、焊嘴倾角、焊接速度这三要素是相互牵连的。 在焊接珠光体耐热钢管后,为消除焊接应力和改善焊接 接头的组织,进而提高接头的综合力学性能,应将接头及时进 行热处理。若不能及时进行,应采用保温措施(如用石棉绳捆扎),使接头缓冷,而后再进行热处理。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





