等离子弧焊的工艺内容有哪些?
发布时间: 2019-11-04作者:baile100浏览量:
等离子弧焊的工艺内容有哪些?
答:(1)焊接材料 图3-26小孔效应焊缝
①电极和极性。一般 成形时的“酒杯状”焊缝都采用钍钨作为电极。焊接不锈钢、合金钢、钛合金、镍合金等采用直流正接;焊接铝、镁 合金时采用直流反接,此时所用的电极应为水冷铜电极。 ②气体。根据气体的作用不同,所采用的气体分为等离子气和保护气两大类。
焊接常用的等离子气是氩气。为提高等离子弧的穿透能力并提高效率,可在氩气中加入少量氢气,以增加熔深和提高焊接速度,一般可加5%-7%H2,多时可达15%。
所用的保护气体,在焊接时不仅能起到保护金属的作用并对电弧形态、金属的加热和冷却都有直接影响。
(2)防止产生双弧现象在釆用转移弧焊接时,有时除了产生在钨极和焊件之间燃烧的等离子弧外,还会产生在钨极—喷嘴一焊件之间燃烧的串联电弧。 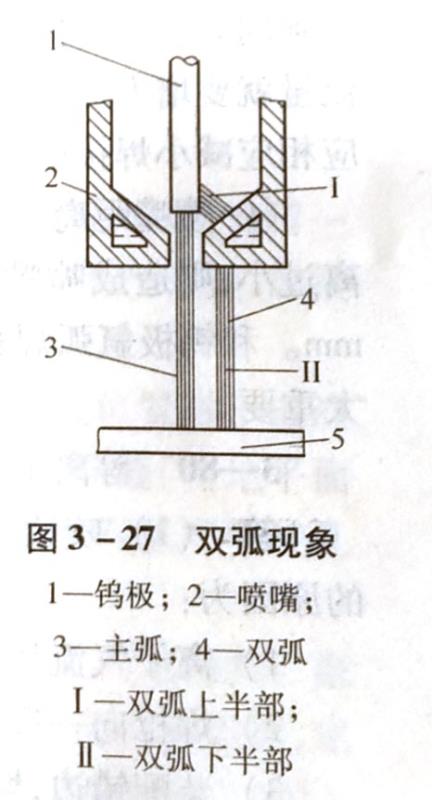 这种现象称为双弧,如图3-27所示。
这种现象称为双弧,如图3-27所示。
双弧现象使主弧电流降低,正常的焊接2与切制过程被破坏,严重时将会导致烧毁喷嘴。防止产生双弧的工艺措施是n正确选择电流及离子气流量;b.减少3转弧时的冲击电流;c.喷嘴孔道不要太
长;d.电极与喷嘴孔道中心应尽可能对齐:e喷嘴至焊件的距离不要太近;.电图3-27双弧现象极内缩量不要太大;g.注意加强对喷嘴1-极:2-喷明和电极的冷却。 主弧;4一双弧一双弧上半部;
①气流量。等离子气流量增加可一双弧下半部
(3)焊接参数
使熔透能力增大。在其他条件不变时,为了形成小孔,应有足 够的气流量;但若过大,会使小孔直径过大而不能保证焊缝成 形。喷嘴孔径确定后,等离子气流量的大小视焊接电流和焊接速度决定,它们三者之间要适当的匹配。
保护气体流量与等离子气流量有一个适当的比例,若过 大将会导致气流的紊乱,影响电弧的稳定性和保护效果。小孔效应焊接保护气体流量一般在15-30L/min范围内。
②焊接电流。焊接电流根据板厚或熔透要求而定。过 小不能形成小孔;过大将因小孔直径过大而使金属坠落,同时 还可能引起双弧现象。因此在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能被限定在某一合适的范围 内,且还与等离子气的流量有关。
③焊接速度。焊接速度也是影响小孔效应的一个重要 参数,为了获得平滑的小孔焊接焊缝,随着焊接速度的提高, 必须同时提高焊接电流。如果焊接电流一定,增大等离子气 流量就要增大焊接速度;若焊接速度一定,增大等离子气流量 应相应减小焊接电流。
④唢嘴距离。喷嘴距离过大,则熔透能力降低;喷嘴距 离过小,则造成喷嘴被飞溅物沾污。一般喷嘴距离为3-8 mm。和钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不 太重要。
答:(1)焊接材料 图3-26小孔效应焊缝
①电极和极性。一般 成形时的“酒杯状”焊缝都采用钍钨作为电极。焊接不锈钢、合金钢、钛合金、镍合金等采用直流正接;焊接铝、镁 合金时采用直流反接,此时所用的电极应为水冷铜电极。 ②气体。根据气体的作用不同,所采用的气体分为等离子气和保护气两大类。
焊接常用的等离子气是氩气。为提高等离子弧的穿透能力并提高效率,可在氩气中加入少量氢气,以增加熔深和提高焊接速度,一般可加5%-7%H2,多时可达15%。
所用的保护气体,在焊接时不仅能起到保护金属的作用并对电弧形态、金属的加热和冷却都有直接影响。
(2)防止产生双弧现象在釆用转移弧焊接时,有时除了产生在钨极和焊件之间燃烧的等离子弧外,还会产生在钨极—喷嘴一焊件之间燃烧的串联电弧。
双弧现象使主弧电流降低,正常的焊接2与切制过程被破坏,严重时将会导致烧毁喷嘴。防止产生双弧的工艺措施是n正确选择电流及离子气流量;b.减少3转弧时的冲击电流;c.喷嘴孔道不要太
长;d.电极与喷嘴孔道中心应尽可能对齐:e喷嘴至焊件的距离不要太近;.电图3-27双弧现象极内缩量不要太大;g.注意加强对喷嘴1-极:2-喷明和电极的冷却。 主弧;4一双弧一双弧上半部;
①气流量。等离子气流量增加可一双弧下半部
(3)焊接参数
使熔透能力增大。在其他条件不变时,为了形成小孔,应有足 够的气流量;但若过大,会使小孔直径过大而不能保证焊缝成 形。喷嘴孔径确定后,等离子气流量的大小视焊接电流和焊接速度决定,它们三者之间要适当的匹配。
保护气体流量与等离子气流量有一个适当的比例,若过 大将会导致气流的紊乱,影响电弧的稳定性和保护效果。小孔效应焊接保护气体流量一般在15-30L/min范围内。
②焊接电流。焊接电流根据板厚或熔透要求而定。过 小不能形成小孔;过大将因小孔直径过大而使金属坠落,同时 还可能引起双弧现象。因此在喷嘴结构确定后,为了获得稳定的小孔焊接过程,焊接电流只能被限定在某一合适的范围 内,且还与等离子气的流量有关。
③焊接速度。焊接速度也是影响小孔效应的一个重要 参数,为了获得平滑的小孔焊接焊缝,随着焊接速度的提高, 必须同时提高焊接电流。如果焊接电流一定,增大等离子气 流量就要增大焊接速度;若焊接速度一定,增大等离子气流量 应相应减小焊接电流。
④唢嘴距离。喷嘴距离过大,则熔透能力降低;喷嘴距 离过小,则造成喷嘴被飞溅物沾污。一般喷嘴距离为3-8 mm。和钨极氩弧焊相比,喷嘴距离变化对焊接质量的影响不 太重要。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





