什么是熔化极脉冲气体保护焊?它的工艺特点是什么?
发布时间: 2019-11-04作者:baile100浏览量:
什么是熔化极脉冲气体保护焊?它的工艺特点是什么?
答:利用脉冲电流进行的熔化极气体保护电弧焊称熔化极脉冲气体保护焊。这种焊接方法的焊接电流特征是在较低的基值电流上周期性地叠加高峰值的脉冲电流。是近年来发展的一种先进的焊接技术。它的工艺特点如下:
1)熔滴过渡可控,平均电流比连续电流喷射过渡的临界电流低,因而母材的热输入低,适于各种金属材料和各种位置焊件的焊接。进行全位置焊接时,在控制焊缝成形方面比 普通熔化极电弧焊好得多。
2)焊接电流的调节范围很宽,包括从短路过渡到喷射过渡所有的焊接电流区域。对于同一种直径焊丝,能在高至几百安,低至几十安的焊接电流范围内稳定地进行焊接,因此既能焊接厚板,又能焊接薄板,特别是可以用粗焊丝焊接薄板。例如,焊接铝和不锈钢时,使用直径为1.6mm的焊丝,前者只要40A,后者也只要90A就能获得稳定的喷射过渡。用粗焊丝焊接薄板,在工艺上会带来一系列好处,如送丝比较容易,焊丝对中度好,能减少产生气孔的倾向。熔化极脉冲气 体保护焊时,出现喷射过渡的最小焊接电流值见表3-30(以脉冲氩弧焊为例)。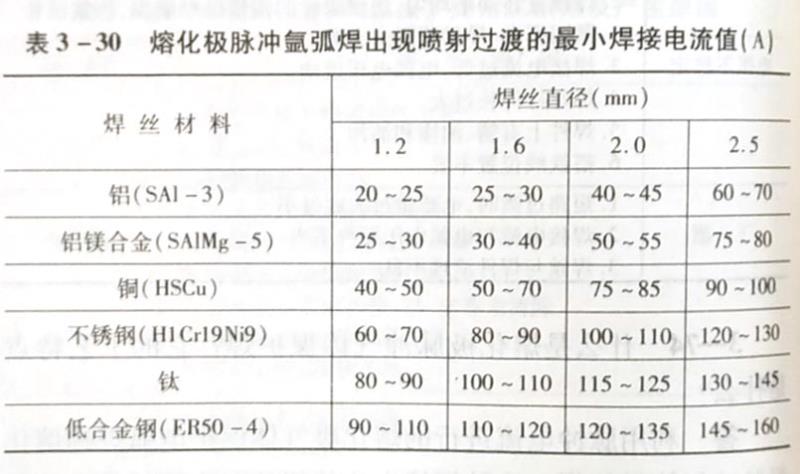
3)能有效地控制热输入量及改善焊接接头性能。采用脉冲电流后,既可使母材得到较大的熔深,又可控制总的焊接电流在较低的水平上。因此,焊缝和热影响区金属的过热程度都比较小,使焊接接头具有良好的冲击韧度,并减少产生裂纹的倾向.
4)所需要的焊接设备复杂,成本较高,需要调节的焊接 参数较多,对焊工技术操作的综合性水平要求较高。
答:利用脉冲电流进行的熔化极气体保护电弧焊称熔化极脉冲气体保护焊。这种焊接方法的焊接电流特征是在较低的基值电流上周期性地叠加高峰值的脉冲电流。是近年来发展的一种先进的焊接技术。它的工艺特点如下:
1)熔滴过渡可控,平均电流比连续电流喷射过渡的临界电流低,因而母材的热输入低,适于各种金属材料和各种位置焊件的焊接。进行全位置焊接时,在控制焊缝成形方面比 普通熔化极电弧焊好得多。
2)焊接电流的调节范围很宽,包括从短路过渡到喷射过渡所有的焊接电流区域。对于同一种直径焊丝,能在高至几百安,低至几十安的焊接电流范围内稳定地进行焊接,因此既能焊接厚板,又能焊接薄板,特别是可以用粗焊丝焊接薄板。例如,焊接铝和不锈钢时,使用直径为1.6mm的焊丝,前者只要40A,后者也只要90A就能获得稳定的喷射过渡。用粗焊丝焊接薄板,在工艺上会带来一系列好处,如送丝比较容易,焊丝对中度好,能减少产生气孔的倾向。熔化极脉冲气 体保护焊时,出现喷射过渡的最小焊接电流值见表3-30(以脉冲氩弧焊为例)。
3)能有效地控制热输入量及改善焊接接头性能。采用脉冲电流后,既可使母材得到较大的熔深,又可控制总的焊接电流在较低的水平上。因此,焊缝和热影响区金属的过热程度都比较小,使焊接接头具有良好的冲击韧度,并减少产生裂纹的倾向.
4)所需要的焊接设备复杂,成本较高,需要调节的焊接 参数较多,对焊工技术操作的综合性水平要求较高。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





