焊接电弧结构的分布特点是什么?
发布时间: 2019-10-21作者:baile100浏览量:
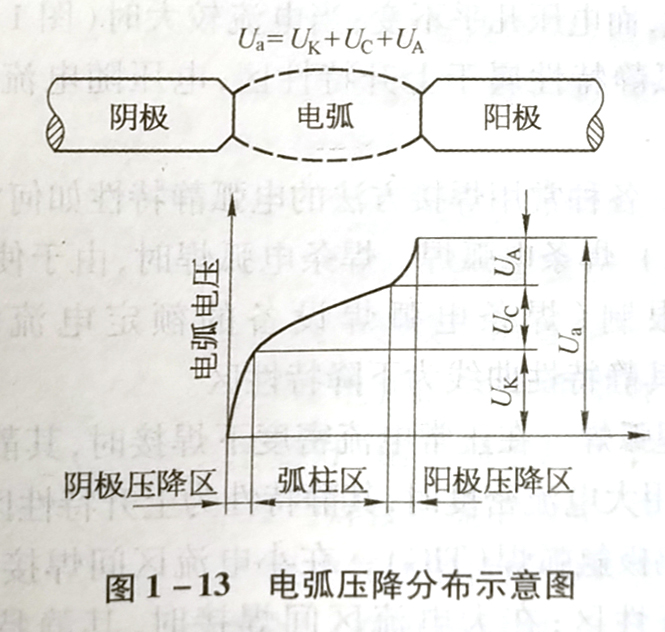
答:(1)电弧结构焊接电弧在长度方向上,由于其气 体导电粒子的特性变化,电弧的阻抗也发生变化。通常将电 弧分成三个区域:靠近阴、阳极的部分分别为阴极压降区和阳 极压降区,中间部分为弧柱区,如图1-13所示。阴极区的长 度非常小,只有10-3-10°cm,阳极区也只有103-10cm, 弧柱区占据电弧的主要长度。在电弧电压的分布上,阴极区的压降(Uk)为10-20V,弧柱区的压降(Cc)为10-30V,阳 极区的压降(U)为2~3V。
(3)电弧区域各部分导电机构的特点轴向能量密度 的分布与电流密度的分布相对应,即阴极区和阳极区的能量 密度高于弧柱区的能量密度。阳极区产生的能量占整个电弧 的43%,阴极区为36%,弧柱区为21%。一般情况下,弧柱 区的温度较高,两电极温度较低,这主要是由于电极温度受电 极材料种类、导热性能及熔点与沸点的限制,而弧柱区无此限 制。至于阴极和阳极的温度哪个更高些,这不仅与该极区放 出的热量有关,而且还与材料的熔点、沸点、导热性能等物理 特性,以及电极的几何尺寸大小和周围散热条件等因素有关。 在相同的产热条件下,如果材料的沸点低、导热性好、电极的
几何尺寸大,则该区的温度低;反之,则该区的温度高。
(4)电弧周围的磁场在焊接过程中,电弧自身所产生的磁场均匀性分布可能遭到破坏,使电弧偏离焊条(丝)的轴线方向,即产生磁偏吹,如图1-14所示。电流不仅在焊条与电弧之间产生磁场,而且在流过工件方向也产生磁场。这样,在电弧的右侧空间,磁场发生叠加,提高了该处的磁场强度,从而产生从磁场强度较大一侧向磁场强度较小一侧的横向推力(根据左手定则),结果使电弧偏离了焊条(丝)轴线。磁偏吹使焊接电弧飘移且不稳定,甚至会使电弧熄灭。电弧的不稳定燃烧,使加在熔池上的作用力也不稳定。熔滴过渡不规则,导致了焊缝成形不规则,从而易引起末焊透、气孔、夹渣等缺陷。同时,磁偏吹的存在,削弱了电弧周围的保护气氛,易混入空气等有害气体,影响焊接的内在质量。 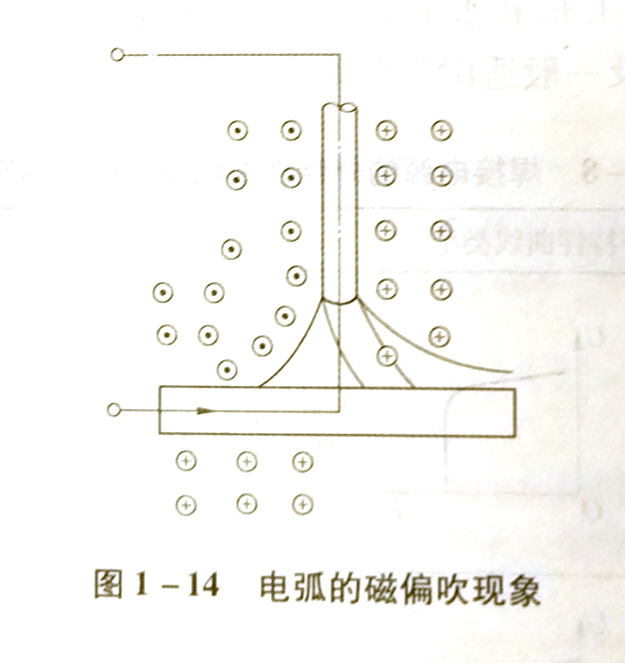
图1-13电弧压降分布示意图
(2)电弧中温度及能量的分布根据焊接电弧的结构 特点,焊接电弧中各区域温度及能量分布也不均匀。焊接电 弧的温度因电极材料、气体种类、焊接电流大小、焊接方法的 不同而不同。(3)电弧区域各部分导电机构的特点轴向能量密度 的分布与电流密度的分布相对应,即阴极区和阳极区的能量 密度高于弧柱区的能量密度。阳极区产生的能量占整个电弧 的43%,阴极区为36%,弧柱区为21%。一般情况下,弧柱 区的温度较高,两电极温度较低,这主要是由于电极温度受电 极材料种类、导热性能及熔点与沸点的限制,而弧柱区无此限 制。至于阴极和阳极的温度哪个更高些,这不仅与该极区放 出的热量有关,而且还与材料的熔点、沸点、导热性能等物理 特性,以及电极的几何尺寸大小和周围散热条件等因素有关。 在相同的产热条件下,如果材料的沸点低、导热性好、电极的
几何尺寸大,则该区的温度低;反之,则该区的温度高。
(4)电弧周围的磁场在焊接过程中,电弧自身所产生的磁场均匀性分布可能遭到破坏,使电弧偏离焊条(丝)的轴线方向,即产生磁偏吹,如图1-14所示。电流不仅在焊条与电弧之间产生磁场,而且在流过工件方向也产生磁场。这样,在电弧的右侧空间,磁场发生叠加,提高了该处的磁场强度,从而产生从磁场强度较大一侧向磁场强度较小一侧的横向推力(根据左手定则),结果使电弧偏离了焊条(丝)轴线。磁偏吹使焊接电弧飘移且不稳定,甚至会使电弧熄灭。电弧的不稳定燃烧,使加在熔池上的作用力也不稳定。熔滴过渡不规则,导致了焊缝成形不规则,从而易引起末焊透、气孔、夹渣等缺陷。同时,磁偏吹的存在,削弱了电弧周围的保护气氛,易混入空气等有害气体,影响焊接的内在质量。

热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





