多层多道焊的热循环有什么特点?
发布时间: 2019-10-21作者:baile100浏览量:
答:厚板电弧焊一般都采用多层多道焊。在多层焊时,后续施焊的焊缝对前层焊缝起着热处理作用;而前层施焊的焊缝在焊件上已形成一定的温度分布,在开始焊接后一层焊缝时,前层焊所具有的最低温度称为层间温度,它对后续焊道起着预热的作用,这对提高接头的性能是有益的。
多层焊时,热影响区中的热循环比单层焊时要复杂得多而且与施焊方法有关。采用长段多层焊与短段多层焊,其热循环有很大差别。
(1)长段多层焊接热循环长段多层焊是指每条焊道的长度较长,在1m以上。在焊完第一层再焊第二层时,第一层温度基本上冷却到100~200℃左右。如图1-10所示,在 热影响区上ac两点的热循环变化,说明相邻各层之间有依 次热处理作用。焊第一层时其冷却速度较大,对淬硬倾向较 大的钢种,其峰值温度T"超过Aa,在焊下一道之前,焊缝或 热影响区就有可能产生裂纹。对于这类钢种最好采用焊前预 热和控制层间温度;同时为防止最后一层发生淬火,可在焊后 缓冷或加焊一层回火焊道,以改善接头质量。 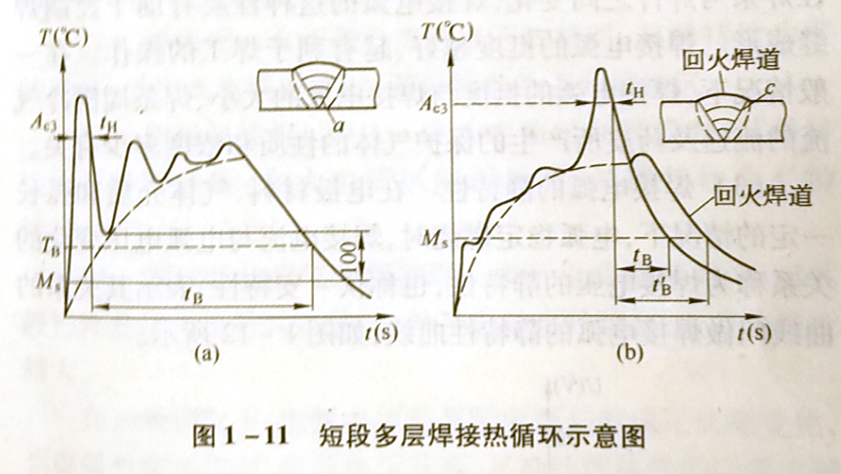
多层焊时,热影响区中的热循环比单层焊时要复杂得多而且与施焊方法有关。采用长段多层焊与短段多层焊,其热循环有很大差别。
(1)长段多层焊接热循环长段多层焊是指每条焊道的长度较长,在1m以上。在焊完第一层再焊第二层时,第一层温度基本上冷却到100~200℃左右。如图1-10所示,在 热影响区上ac两点的热循环变化,说明相邻各层之间有依 次热处理作用。焊第一层时其冷却速度较大,对淬硬倾向较 大的钢种,其峰值温度T"超过Aa,在焊下一道之前,焊缝或 热影响区就有可能产生裂纹。对于这类钢种最好采用焊前预 热和控制层间温度;同时为防止最后一层发生淬火,可在焊后 缓冷或加焊一层回火焊道,以改善接头质量。
图1-10长段多层焊热循环特性变化示意图
(2)短段多层焊接热循环短段多层焊指每层焊缝较 短约50~400mm。第一层尚未完全冷却,一般都在M,以上, 就开始施焊下一层。其热影响区上a、c两个点的热循环如图 1-11所示。从图中看出,除第一层焊缝和最后一道焊缝的 热影响区具有较高冷却速度外,中间各层焊缝施焊时,热影响 区的冷却速度均较低。因此,短段多层焊只要控制第一层焊缝及最后一道焊缝不出现裂纹,在焊接中间各层焊缝时也不会出现裂纹。这种施焊方法很适于易淬火钢的焊接。因在A3以上停留时间短,避免了晶粒长大,减缓了A3以下的冷却速度,延长了在M,点以上的停留时间,从而防止淬硬组织的产生。为了防止最后一层产生淬硬组织,可加焊一层回火焊道,以便延长奥氏体的分解时间。即由tn增至t,见图1-1b所示。但短段多层焊操作工艺繁琐,生产效率低,只在特殊情况下采用,例如铸铁修复等。
热门课程

热门资讯
- 889
- 2331
- 2329
- 2326
- 2325





- 安监局焊工证查询系统如何登陆?2020-04-22
- 工艺焊接性的直接试验方法有哪些?2019-11-06
- 工艺焊接性的间接评定有哪些方法?2019-11-06
- 选用焊接性试验方法时应考虑哪些问题2019-11-06
- 评价焊接性的准则是什么?常用的焊接性试2019-11-06
- 影响材料(钢材)焊接性的因素有哪些?2019-11-06
- 什么是焊接性?评定焊接性的试验有哪些2019-11-06
- 钛及钛合金焊接的工艺要素及操作要点是2019-11-06
- 焊接钛及钛合金时,如何从表面评定氩气2019-11-06





