焊缝及焊缝形状尺寸,焊缝名词术语
发布时间: 2019-01-22作者:baile100浏览量:
焊缝及焊缝形状尺寸,焊缝名词术语
焊缝及焊缝形状尺寸见表1-20
表1-20 焊缝及焊缝形状尺寸
焊缝及焊缝形状尺寸见表1-20
表1-20 焊缝及焊缝形状尺寸
| 序号 | 名词术语 | 说明 |
| 1 | 焊缝 | 焊接后两焊件之间形成的连接部分称为焊缝 |
| 2 | 焊缝金属 | 构成焊缝的金属称为焊缝金属,一般是由熔化的焊件金属和 填充金属凝固后形成的 |
| 3 | 填充金属 | 焊接时,用于填加到焊缝中的金属总称,包括焊丝、焊条及 钎料 |
| 4 | 熔敷金属 | 完全由填充金属熔化后所形成的那部分金属称为熔敷金属 |
| 5 | 焊缝轴线 | 焊缝横截面几何中心沿焊缝长度方向的连线称为焊缝轴线 |
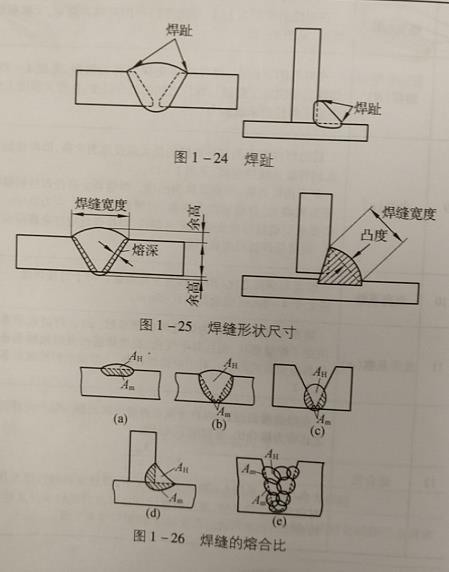
| 6 | 焊趾 | 焊缝表面与焊件的交界处称为焊趾,见图1-24 |
| 7 | 熔宽(B) | 在焊缝的横截面上,两焊趾之间的距离称为熔宽,又称焊缝 宽度,见图1-25 |
| 8 | 熔深(H) | 在焊缝的表面上,焊件的熔化深度称为熔深,见图1-25熔深直接决定了焊缝与焊件之间的结合强度,在很大程度上也决定了焊缝的承载能力 |
| 9 | 余高(a) | 超出焊件表面的部分焊缝的最大高度称为余高,即焊缝的顶 点到焊趾连线的距离,见图1-25对于角接焊缝,余高又称为凸度。焊缝和余高使焊缝的横截 面面积增大,静载承能力提高,但使焊趾处产生应力集中。如果要承受动载荷或疲劳强度的焊件,对接焊缝应将余高部位磨 平,而角接焊缝应磨成凹形 |
| 10 | 余高系数 | 熔宽与余高之比(B/a)称为余高系数。对于对接焊缝,一般 应大于4-8m(或余高取0-3mm) |
| 11 | 减形系数(φ) | 熔宽与熔深之比称为焊缝的成形系数(甲)。焊缝成形系数决定了焊缝形状,而且对于气孔、裂纹敏感性及熔池结晶条件均具有重要的影响。对于电弧焊缝,一般要求焊缝成形系数大于1 |
| 12 | 熔合比 | 在焊缝横截面上,焊件金属在焊缝中的面积与整个焊缝面积 之比称为熔合比,可利用下式计算: Am及Ah见图1-26。一般情况下,焊丝金属的性能要优于对应焊件金属性能,通过调整熔合比可改善焊缝成分及性能熔合比的调整可通过改变坡口、间隙尺寸来实现 |
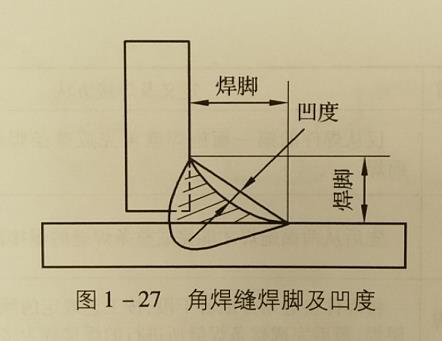
| 13 | 焊脚 | 在角焊缝的横截面上,从一个焊件原始表面到另一个焊件原 始表面的距离称为焊脚,见图1-27。焊脚值在很大程度上决 定了焊件与焊缝的结合强度,是一个重要的角焊缝参数 |
| 14 | 凹度 | 在凹角焊缝横截面中,焊趾连线与表面之间的最大距离称为 凹度凹度,见图1-27 |

热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23





