电弧的刚直性及磁偏吹,什么是电弧磁偏吹,电弧磁偏吹有何影响
发布时间: 2019-01-18作者:baile100浏览量:
电弧的刚直性及磁偏吹,什么是电弧磁偏吹,电弧磁偏吹有何影响
(1)电弧的刚直性焊接电弧抵抗外界干扰,力求保持焊接 电流沿焊丝轴向流动的性能,称为焊接电弧刚直性(挺度)。刚直性是电弧的固有性质,它使得电弧中心线总是处在焊丝轴线上,如 图1-10
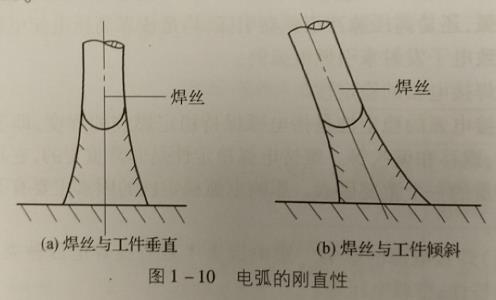
图1-10电弧的刚直性
电弧的刚直性是由电弧自身的磁场决定的。电弧是一段气体 导体,电流在其周围产生对称的磁场,该磁场使得电弧中带电粒子 均受到指向焊丝轴向线的力,无论焊丝是垂直还是倾斜,电弧总是 保持在焊丝线上,这样保证了电弧焊的易操作性。
(2)磁偏吹如果外部因素 使电弧周围磁场不对称,电弧中 心线周围带电粒子所受的电磁力 不对称,从而使电弧偏向一侧,这 现象称为磁偏吹,如图1-11。FQQa 图中F左、F右分别由左、右向电磁 力。磁偏吹使电弧燃烧不稳定飞溅加大、熔滴下落时失去保护严重影响焊缝的成形。
(2)磁偏吹如果外部因素 使电弧周围磁场不对称,电弧中 心线周围带电粒子所受的电磁力 不对称,从而使电弧偏向一侧,这 现象称为磁偏吹,如图1-11。FQQa 图中F左、F右分别由左、右向电磁 力。磁偏吹使电弧燃烧不稳定飞溅加大、熔滴下落时失去保护严重影响焊缝的成形。
引起磁偏吹的主要原因有 :
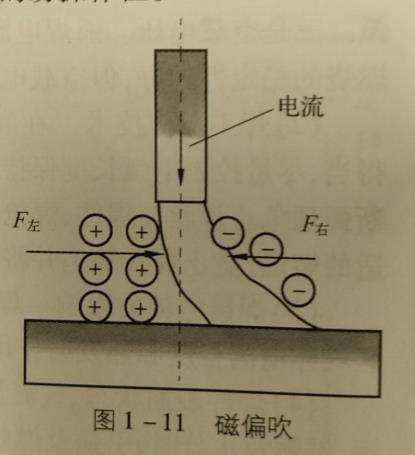
图1-11磁偏吹
图1-11磁偏吹
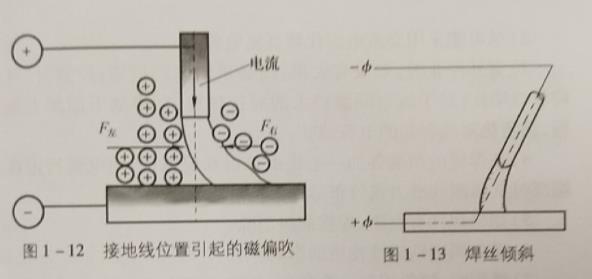
1)接地线接法不正确。对于长、大的焊件,如果一端接地,则 会产生磁偏吹,如图1-12。解决的方法是将焊丝(焊条)向右倾 斜一定角度,增大左侧空间,使两侧磁力线对称,如图1-13
2)附近有铁磁性物质。当电弧一侧放置一块钢板时(T 电流形接头角焊缝),电弧偏离焊丝 轴线指向钢板,产生磁偏吹。Q电弧一侧放置的钢板越大或距离越近,电弧的磁偏吹就越厉
害,如图1-14。
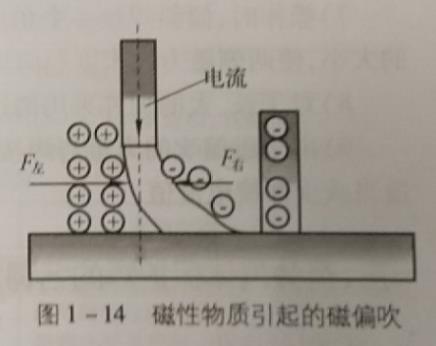
图1-14磁性物质引起的磁偏吹对于长、大的焊件,当电弧行走到焊件端部时,电弧会偏向焊件内侧,这是由于此时的电弧两侧铁磁性物质不对称引起的,钢板内侧的导磁面积远远大于外侧,相当于在内侧放置了一块铁磁性物质。
图1-14磁性物质引起的磁偏吹对于长、大的焊件,当电弧行走到焊件端部时,电弧会偏向焊件内侧,这是由于此时的电弧两侧铁磁性物质不对称引起的,钢板内侧的导磁面积远远大于外侧,相当于在内侧放置了一块铁磁性物质。
(3)其他偏吹电弧周围气流不对称时也会导致电弧偏向侧。如在室外焊接时,大风会使电弧偏向严重,气体保护效果也变差;在焊管时,管中的空气流动也会导致偏吹;厚板开坡口多层焊接时,较大的间隙往往会因热对流而造成电弧偏吹。
(4)减小偏吹的方法偏吹导致电弧的可操作性变差、焊接过程不稳定,焊缝成形差,严重时会造成焊接缺陷及熄弧,因此焊接过程中必须避免出现偏吹。减小和防止偏吹的方法有以下几点:
1)尽量采用短弧进行焊接。
2)尽可能采用交流电源代替直流电源。
3)室外作业时,如果有大风,则必采取遮挡措施;焊管时,可 将管口堵住;对于坡口间隙较大的对接焊缝,在焊缝下面加上垫 板,预防热对流引起的电弧偏吹。
4)在焊缝的两端各加一小块引弧板和熄弧板,使电弧行走在 端部时其两侧的磁力线分布尽量保持对称。
5)如果焊件有剩磁,焊接前应消除。 6)避免周围铁磁性物质的影响。
7)操作时,倾斜焊丝一个角度,调整一下电弧左、右两侧空间 的大小,使两侧磁力线密度趋向均匀。
8)对于长、大的焊件采用两边连接地线的方法。
9)由于磁偏吹的力量与焊接电流的平方值成正比,因此应该 适当减少焊接电流值。
3)室外作业时,如果有大风,则必采取遮挡措施;焊管时,可 将管口堵住;对于坡口间隙较大的对接焊缝,在焊缝下面加上垫 板,预防热对流引起的电弧偏吹。
4)在焊缝的两端各加一小块引弧板和熄弧板,使电弧行走在 端部时其两侧的磁力线分布尽量保持对称。
5)如果焊件有剩磁,焊接前应消除。 6)避免周围铁磁性物质的影响。
7)操作时,倾斜焊丝一个角度,调整一下电弧左、右两侧空间 的大小,使两侧磁力线密度趋向均匀。
8)对于长、大的焊件采用两边连接地线的方法。
9)由于磁偏吹的力量与焊接电流的平方值成正比,因此应该 适当减少焊接电流值。

热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23





