焊接电弧的引燃方法、焊接电弧的引燃方式
发布时间: 2019-01-18作者:baile100浏览量:
焊接电弧的引燃方法、焊接电弧的引燃方式
焊接电弧的引燃
电弧的引燃过程就是通过气体电离和阴极电子发射,在两个电极间的气体中产生带电离子的过程。电弧的引燃方式有接触引弧和非接触引弧。
(1)接触引弧是先将电极与焊件直接接触,再拉起电极使电弧引燃的方式。
焊丝与焊件接触短路时, 电极只是在少数一些点上接触,如 电流束 图1-8。此处的接触电阻很接拉 触开 大,而短路电流比正常的焊接
电流要大得多,因此产生大量的电阻热使电极表面熔化,甚
至蒸发、汽化,从而引起相当强烈的热电子发射和热电离。在 图1-8接触引弧示意图围拉于地极的瞬间电减间歇极小,电源空载电压作用在此小间隙上场强度达到很大,从而产生场致发射和撞击发射。
当拉开电极的瞬间源电压由短路时的零值增高到空载电压所需要的时间,称为空载电压恢复时间。空载电压恢复时间对于焊接电弧的引燃及焊接电弧的稳定性具有重要的意义,在电弧焊时,电压恢复时间越短越好,一般不得超过0.058(秒)。
接触引弧又分为爆裂引弧、慢送丝引弧和回抽引弧三种,见表1-9
接触引弧的方法
(2)非接触引弧
非接触引弧时,电极与焊件之间保持一定 的间隙,然后施以高电压击穿电极之间的气隙,使电弧引燃。这种 引弧方式主要用于钨极氩弧焊中。
非接触引弧一般要借助引弧器来引弧,常用的有高频振荡器
和高压脉冲引弧两种。直流钨极氩弧焊和方波交流钨极氩弧焊一般采用高频脉冲引弧, 引弧器一般串联在焊接主
回路中,如图1-9
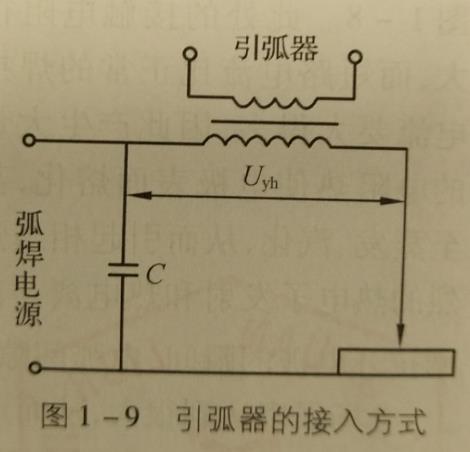
图1-9引弧器的接入方式
高频振荡器输出振荡频率为150~260kHz(千赫)左右、峰值为2500~5000(伏)的电压,高压脉冲引弧器输出频率一般为50~100Hz(赫兹)、峰值为5000~1000v的电压。无论是高频振荡器引弧,还是高压脉冲引弧器引弧,均是依靠高压电使电极表面产生场致电子发射来引燃电弧的。
焊接电弧的引燃
电弧的引燃过程就是通过气体电离和阴极电子发射,在两个电极间的气体中产生带电离子的过程。电弧的引燃方式有接触引弧和非接触引弧。
(1)接触引弧是先将电极与焊件直接接触,再拉起电极使电弧引燃的方式。
焊丝与焊件接触短路时, 电极只是在少数一些点上接触,如 电流束 图1-8。此处的接触电阻很接拉 触开 大,而短路电流比正常的焊接
电流要大得多,因此产生大量的电阻热使电极表面熔化,甚
至蒸发、汽化,从而引起相当强烈的热电子发射和热电离。在 图1-8接触引弧示意图围拉于地极的瞬间电减间歇极小,电源空载电压作用在此小间隙上场强度达到很大,从而产生场致发射和撞击发射。
当拉开电极的瞬间源电压由短路时的零值增高到空载电压所需要的时间,称为空载电压恢复时间。空载电压恢复时间对于焊接电弧的引燃及焊接电弧的稳定性具有重要的意义,在电弧焊时,电压恢复时间越短越好,一般不得超过0.058(秒)。
接触引弧又分为爆裂引弧、慢送丝引弧和回抽引弧三种,见表1-9
接触引弧的方法
| 序号 | 引弧种类 | 引弧方法 | 应用 |
| 1 | 爆裂引弧 | 爆裂引弧时先使焊丝与焊件保持一定间隙,接通焊接电源后,焊丝送进并与焊件短路 | 常用于细丝 熔化极半自动电弧焊 |
| 2 | 慢送丝引弧 | 在开始送进时以比正常焊接时低的送丝 速度送进焊丝,接触短路并引燃电弧后, 再提高送丝速度至正常值如果在慢送丝的同时使焊件缓慢行则形成慢送丝划擦引弧 | 多用于粗丝熔化极气体保护焊 |
| 3 | 回抽引弧 | 引弧前使焊丝与焊件相接触,引弧时接通焊接电流,在焊接回路状态下回抽焊丝引燃电弧,然后立即送比使电弧稳定燃烧 | 适用于埋弧焊自动焊 |
(2)非接触引弧
非接触引弧时,电极与焊件之间保持一定 的间隙,然后施以高电压击穿电极之间的气隙,使电弧引燃。这种 引弧方式主要用于钨极氩弧焊中。
非接触引弧一般要借助引弧器来引弧,常用的有高频振荡器
和高压脉冲引弧两种。直流钨极氩弧焊和方波交流钨极氩弧焊一般采用高频脉冲引弧, 引弧器一般串联在焊接主
回路中,如图1-9
图1-9引弧器的接入方式
高频振荡器输出振荡频率为150~260kHz(千赫)左右、峰值为2500~5000(伏)的电压,高压脉冲引弧器输出频率一般为50~100Hz(赫兹)、峰值为5000~1000v的电压。无论是高频振荡器引弧,还是高压脉冲引弧器引弧,均是依靠高压电使电极表面产生场致电子发射来引燃电弧的。

热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23





