焊接电弧的结构,焊接电弧有哪几部份组成?
发布时间: 2019-01-18作者:baile100浏览量:
焊接电弧的结构,焊接电弧有哪几部份组成?
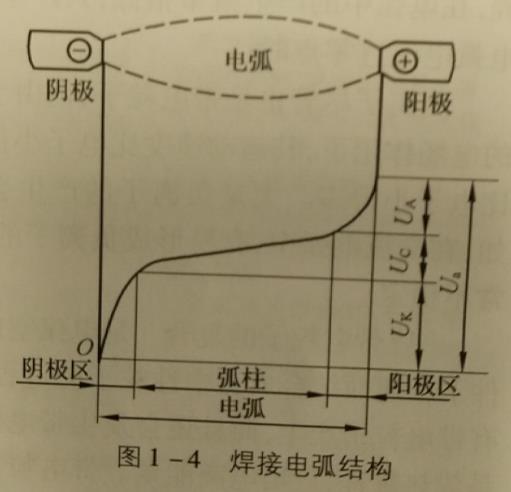
焊接电弧沿其长度方向分三个导电特点不同的区域,它们分别是阴极区、阳极区和弧柱区,如图1-4。
焊接电弧就是由这3个区域组成的,见表1-5
通常情况下阴极压降Uk和阳极压降UA较大,而弧柱区的压降Uc较小。电弧电压Ua等于这三部分电压之和,即Ua=UA+UK+Uc。
阳极压降UA主要取决于电弧电流和阳极材料,阴极压降主要取决于电弧电流、阴极材料和气体介质等。当焊接条件一定时,阴极压降Uk基本上是固定值,而弧柱区的压降Uc则与弧柱长度成正比,因此电弧电压Ua随着弧长的增大而增大。
在一定的条件下,特别是电流较小时,电弧电流通过电极表面上孤立的活性斑点称为电极的活性斑点。在阴极区的活性斑点称为阴极斑点,在阳极区的活性斑点称为阳极斑点。阴极斑点的尺寸比阳极斑点小。
阴极斑点优先产生在阴极表面的氧化膜上,这样电流通过氧化膜,在正离子的撞击下破碎氧化膜,这种作用称为阴极雾化作用。该作用对于铝及铝合金、镁及镁合金的焊接非常重要,因为这些活泼金属表面都有一层致密的氧化膜,焊接过程中如果这层氧化膜不能除去,就会覆盖在熔池上面,阻碍电弧热量进入熔池,并易导致未焊透、夹渣等缺陷。阳极斑点总是避开氧化膜。
焊接电弧沿其长度方向分三个导电特点不同的区域,它们分别是阴极区、阳极区和弧柱区,如图1-4。
焊接电弧就是由这3个区域组成的,见表1-5
| 序号 | 区域 | 区域位置 | 说明 |
| 1 | 阴极区 | 紧靠负极的区域,其长度约该区域的电压降为阴极 阴极区为10-6mm | 该区域的电压降为阴极压降UK |
| 2 | 阴极区 | 紧靠正电极的区域,其长度该区域的电压降为阳极 为10-3~10-4mm | 该区域的电压降为阴极压降UA |
| 3 | 弧柱区 | 阴极区和阳极区之间的区域,其长度可近似为电弧长度 | 该区域的电压降为弧柱区压降UC |
通常情况下阴极压降Uk和阳极压降UA较大,而弧柱区的压降Uc较小。电弧电压Ua等于这三部分电压之和,即Ua=UA+UK+Uc。
阳极压降UA主要取决于电弧电流和阳极材料,阴极压降主要取决于电弧电流、阴极材料和气体介质等。当焊接条件一定时,阴极压降Uk基本上是固定值,而弧柱区的压降Uc则与弧柱长度成正比,因此电弧电压Ua随着弧长的增大而增大。
在一定的条件下,特别是电流较小时,电弧电流通过电极表面上孤立的活性斑点称为电极的活性斑点。在阴极区的活性斑点称为阴极斑点,在阳极区的活性斑点称为阳极斑点。阴极斑点的尺寸比阳极斑点小。
阴极斑点优先产生在阴极表面的氧化膜上,这样电流通过氧化膜,在正离子的撞击下破碎氧化膜,这种作用称为阴极雾化作用。该作用对于铝及铝合金、镁及镁合金的焊接非常重要,因为这些活泼金属表面都有一层致密的氧化膜,焊接过程中如果这层氧化膜不能除去,就会覆盖在熔池上面,阻碍电弧热量进入熔池,并易导致未焊透、夹渣等缺陷。阳极斑点总是避开氧化膜。

热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23





