非熔化极气体保护焊与熔化极气体保护焊的焊接原理有什么不同
发布时间: 2019-01-17作者:baile100浏览量:
气体护焊的分类:非熔化极气体保护焊与熔化极气体保护焊的焊接原理有什么不同?
按电极是否熔化,气体保护焊可分为非熔化极气体保护焊和熔化极气体保护焊两种:
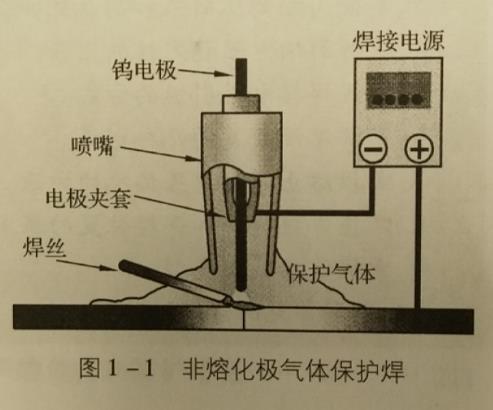
(1)非熔化极气体保护焊:非熔化极惰性 钨电极气体保护焊简称TC 喷嘴 ( Tungsten Inert Gas)焊接。比如常用的氩弧 电极夹套焊,其原理是在Ar(氩 焊丝等惰性气体环境下,钨 体电极和焊件间产生电弧,使焊件以及添加焊 图1-1非熔化极气体保护焊件熔融而实现焊接,如图1-1。
非熔化极气体保护焊的分类和应用见表1-1
| 序号 | 分类 | 焊接电源 | 应用 |
| 1 | 直流TIG | 直流电源 | 以电极为负、焊件为正的直流正 接焊接方法,广泛应用于低碳钢低合金钢、不锈钢、钛、铜以及铜合金等的焊接 |
| 2 | 交流TIG焊接 | 交流电源 | 电极、焊件正负极性相互变化电极为正,焊件为负时,可除去焊2交流TG焊接 交流电源 件表面的氧化层,即所谓的“阴极 破碎”作用。在铝、镁等焊接中应用广泛 |
(2)熔化极气体保护焊:送丝轮熔化极气体保护焊(GMAW)是采用连续等速焊丝送进可熔化的焊丝与焊件导电嘴之间的电弧作为热源来熔化焊丝和焊件金属,从而形电弧成熔池和焊缝的焊接方法,母材 熔池如图1-2。
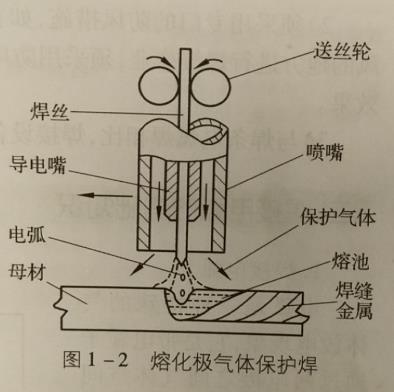
为了得到良好的焊缝,利用外加气体作为保护气体,保护熔滴、熔池 图1-2熔化极气体保护焊金属及焊接区高温金属,使其免受周围空气的有害作用。
为了得到良好的焊缝,利用外加气体作为保护气体,保护熔滴、熔池 图1-2熔化极气体保护焊金属及焊接区高温金属,使其免受周围空气的有害作用。
根据所用气体的性质不同,熔化极气体保护焊又分为熔化极惰性气体保护焊(MG: Metal Inertia Gas)、活性气体保护焊(MAG:Metal Argon Gas)和二氧化碳气体保护焊等。

热门课程

热门资讯
- 3196
- 3193
- 3190
- 3188
- 3187





- 二保焊的左焊法和右焊法有什么区别2020-03-21
- 二氧化碳气体保护焊运条手法有哪些?2020-03-21
- 药芯焊丝焊接的技巧有哪些2020-03-21
- 二保焊药芯焊丝怎么焊2020-03-21
- 二保焊焊接时的手法是注意哪些2020-03-21
- 初学二保焊焊接手法2020-03-21
- 这10种焊接方法你都知道吗?2020-03-17
- 气保焊(二氧化碳气保焊)的焊接方法2020-03-17
- 电焊、氩弧焊、气保焊、三者有什么区别2019-09-23





