
- 课程详情
- 学校环境
- 政府补贴
等离子弧焊的基本方法有哪些 ?
按焊缝成形原理,等离子弧焊有两种基本焊接方法:穿透型等离 子弧焊及熔透型等离子弧焊。其中,焊接电流在30A以下的熔透型 :
1)穿透型等离子弧焊。利用小孔效应实现等离子弧焊的方法称 等离子弧焊又可称为微束等离子弧焊。 为穿透型等离子弧焊。小孔法原理是在对一定厚度范围内的金属进行 焊接时,适当地选择电流、离子气流及焊接速度三个参数,利用等离 子弧能量密度大、挺直性好、离子流冲力大的特点,将工件完全熔透,并在熔池上产生一个贯穿工件的 孔,离子流通过小孔从背面喷出,如图4 9所示。
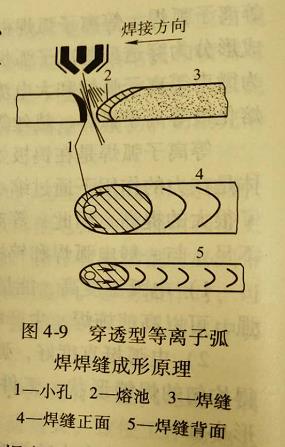
小孔周围的液体金属在电弧吹力、 液体金属重力与表面张力作用下保持平 衡。焊枪前进时,在小孔前沿的熔化金属 沿着等离子弧柱流到小孔后面,并逐渐凝固成焊缝 穿透型焊接所具有的优点是电弧穿透 8)))2 能力强,可不开坡口实现对接焊,不用衬 垫实现单面焊双面成形,焊缝对称,焊接图49穿透型等离子弧 变形小。但由于小孔效应只有在足够的能 焊焊缝成形原理 量密度下才能实现,随着工件厚度增加,1-小孔2—熔池3焊缝 所需能量密度也增大。等离子弧的能量密4焊缝正面5—焊缝背面 度的提高有一定限制,所以穿透型等离子弧焊方法适用的板厚受到限制。目前生产应用的板厚范围为:碳钢7mm,不锈钢810mm,钛1012mm.
按焊缝成形原理,等离子弧焊有两种基本焊接方法:穿透型等离 子弧焊及熔透型等离子弧焊。其中,焊接电流在30A以下的熔透型 :
1)穿透型等离子弧焊。利用小孔效应实现等离子弧焊的方法称 等离子弧焊又可称为微束等离子弧焊。 为穿透型等离子弧焊。小孔法原理是在对一定厚度范围内的金属进行 焊接时,适当地选择电流、离子气流及焊接速度三个参数,利用等离 子弧能量密度大、挺直性好、离子流冲力大的特点,将工件完全熔透,并在熔池上产生一个贯穿工件的 孔,离子流通过小孔从背面喷出,如图4 9所示。
小孔周围的液体金属在电弧吹力、 液体金属重力与表面张力作用下保持平 衡。焊枪前进时,在小孔前沿的熔化金属 沿着等离子弧柱流到小孔后面,并逐渐凝固成焊缝 穿透型焊接所具有的优点是电弧穿透 8)))2 能力强,可不开坡口实现对接焊,不用衬 垫实现单面焊双面成形,焊缝对称,焊接图49穿透型等离子弧 变形小。但由于小孔效应只有在足够的能 焊焊缝成形原理 量密度下才能实现,随着工件厚度增加,1-小孔2—熔池3焊缝 所需能量密度也增大。等离子弧的能量密4焊缝正面5—焊缝背面 度的提高有一定限制,所以穿透型等离子弧焊方法适用的板厚受到限制。目前生产应用的板厚范围为:碳钢7mm,不锈钢810mm,钛1012mm.
2)熔透型等离子弧焊。当离子气流量较小,弧柱受压缩程度较弱时,等离子弧的穿透能力下降,焊接过程中只熔化工件而不产生小孔效应,这种等离子弧焊称为熔透型等离子弧焊。焊缝成形原理与氩弧焊类似,但焊接质量及焊接速度要优于氬弧焊。主要用于薄板焊接及厚板多层焊。
3)微束等离子弧焊。微束等离子通常采用联合弧。这时的非转 移弧又称维弧,而用于焊接的转移弧又称主弧。由于非转移弧的存 在,焊接电流小至1A以下时电弧仍具有较好的稳定性。微束等离子 弧特别适合于薄板和细丝的焊接。焊接不锈钢时,最小厚度可以小 到0.025mm。
东莞常平电焊考证内容:



查找东莞各镇区分校
查询广东各大城市分校
热门视频








热门资讯
- 36350
- 35905
- 35904
- 35903
- 35902




- 厚街哪里报考焊工证,报考焊工证需要什 厚街哪里报考焊工证,报考焊工证需要什么流程 厚街报考焊工证到东莞智信焊培,有专业实操场地,是应急管理局指
- 东莞考焊工证需要什么条件呢 东莞考焊工2024-09-01
- 二保焊,单面焊双面成型,哪里有的学,2024-01-29
- 电工证要提前多久才可以复审,怎么样考2024-01-28
- 高空作业证难考吗,在哪里可以报名?2024-01-28
- 考电工证该如何报名,在东莞哪里有?2024-01-28
- 东莞哪里有氩弧焊技术学习?2024-01-28
- 东莞大朗哪里可以考高空作业证?2024-01-27

学校信息
东莞德培焊工实战培训学校,办校18年,培养推荐5万多名学员,目前学校拥有30多台焊接设备,空调教室,一人一机,6名12年以上企业实战型讲师组成教师团队授课,成熟、专业、贴近企业用工需求....
热点排行
预约免费试听
只要一个电话
我们免费为您回电





